前沿拓展:COB气垫排行榜品牌
CFBC锅炉、经济运行中三大顽症的治理
进入21世纪,我国CFBC锅炉已由中小型锅炉向大中型锅炉转化,100~150MW级CFBC锅炉已有数十台投入运行,300MW示范项目也已投产,正在开发600MW机组。从已投入运行的各种容量的CFBC锅炉的运行情况来看,上世纪90年代存在的许多问题由于各方的努力逐一得到解决,但仍有一些问题需要进一步努力去完善,其中以煤的制备、炉底渣的排放与冷却以及炉壁和受热面的磨损等三个方面存在的问题比较突出。据了解,CFBC锅炉运行发生的事故量和锅炉检修量约有60%以上,使锅炉的燃烧率和脱硫率降低2%以上都是因为这三个方面存在的问题引起的,故谓其为影响CFBC锅炉经济运行的三大顽症,必须进行治理。
1、煤的制备
煤的制备就是要提供符合CFBC锅炉颗粒度要求的入炉煤。过去由于种种原因,这一问题往往难于满足或被忽视。从一定的意义上讲,CFBC锅炉运行状况的好坏,取决于入炉煤颗粒度是否能满足要求。事实上CFBC锅炉运行中发生的与经济问题绝大部分与此有关。因此,做好煤的制备,是保持CFBC锅炉良好运行的基础,应给以足够的重视,并采取相应措施进行治理。
1-1 入炉煤的颗粒度对CFBC锅炉经济运行的影响
我们知道,决定CFBC锅炉的设计与运行的几个基本参数都与颗粒度有关,而且关系很大。除此之外,
受热面与炉壁的磨损状况、炉底渣的排放与冷却设备运行以及其它许多烟、灰系统的辅助设备的运行都与之不无干系。
1) 入炉煤的颗粒度对流化质量的影响
众多学者用不同的方法和实验研究临界流化速度umf,提出各种各样的表达式,建立umf与固体颗粒的粒径、重度、流化介质的比重、动粘度及温度的关系,其中有:

,(m/s) (1-1)
式中,dp——颗粒的平均直径,m;
ν——工质的动粘性系数,m2/s;
ρz——粒子的真实重度,kg/m3;
ρ——工质的重度,kg/m3。
作出umf与d的关系曲线(见图1-1)。可以看出,随着颗粒直径的增加,临界流化速度与之成幂函数的关系增加。在颗粒直径小于1mm时,临界流化速度随着颗粒直径的增加而增加得特别快;颗粒直径大于2mm时,增幅稍趋平缓。
饱和夹带量G是评价循环流化床循环工况质量好坏的重要指标,它与颗粒直径的关系示于图1-2。可见,大于2mm的颗粒很少被夹带出去参与循环。
图1-1 颗粒直径对临界流化速度的影响
为了获得需要的循环量物料量,就应增加入炉煤中小于2mm颗粒分额。
图1-3表示临界流化速度和飞出速度与颗粒直径之间的关系。对于给定的床层,进入床层的物料中大的粒子可以被流化,便可找到相应的被扬析的粒子大小。所谓扬析是粒子离开流化床层进入其上部空间的现象。被扬析的粒子不一定被气流带出床层上部空间,能被气流带出床层上部空间的粒子的现象就是夹带。夹带不但与颗粒直径有关,还与气流速度及工质的密度有关。CFBC锅炉的循环物料就是夹带的物料。CFBC锅炉炉膛截面设计的气流速度一般只满足2mm以下颗粒的夹带。
颗粒直径还影响燃烧室压力的分布(图1-4),颗粒直径小,沿床高的压力分布较平稳、均匀。
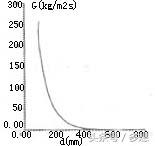
图1-2 G与dp的关系 图1-3 umf、uτ与dp的关系 图1-4 颗粒尺寸对燃烧室
压力分布的影响
除此之外,入炉煤的筛分分布特性还影响床料浓度、以及烟气是的粒子浓度等,由此可见,颗粒直径对流化质量的影响是的,特别是对循环物料量的影响很大。
2)入炉煤的颗粒度对燃烧率与脱硫率的影响
首先,我们看看煤粒的着火极限。由弗朗克-卡緬涅茨提出的着火极限准则数δ:

式中,Q——反应热应,J/m3;
λ——导热系数,W/(m•K);
E——活化能,J/mol;
R——气体常数,8.31J/(mol•K);
Ts——点热源表面温度,K;
r——点热源质点初始半径,m;
k0——前置乘数,s-1。
表明着火极限准则数δ与颗粒直径(2r)的平方成正比,说明
颗粒直径对燃烧的影响。
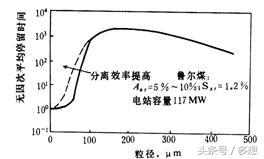
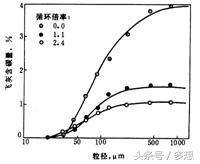
图1-5 不同粒径飞灰颗粒的含碳量分布
事实上,在给定的流化床运行条件下,颗粒度的大小在一定程度上决定了颗粒在床内的行为,亦即决定了对燃烧和脱硫率的影响。
一般说来,小颗粒的反应速度大于大颗粒的反应速度,更易燃烬(图1-5),但其在炉内的停留时间却较短(图1-6)。粒径小,含碳量少,循环倍率高;反之,粒径大,含碳量多,循环倍率低。对于运行风速给定的循环流化床锅炉,一直停留在床内的大颗粒的燃烧率决定于床温和
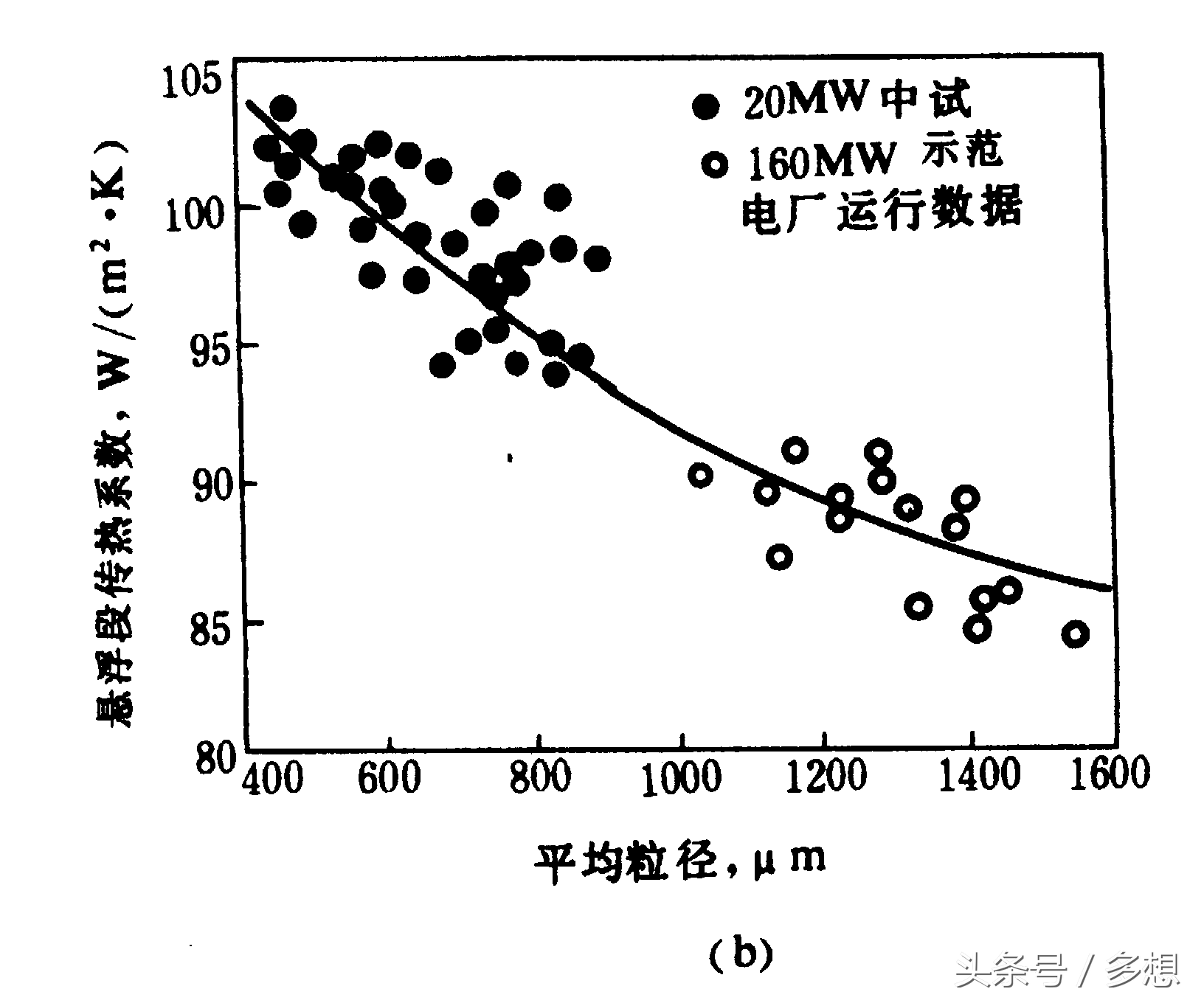
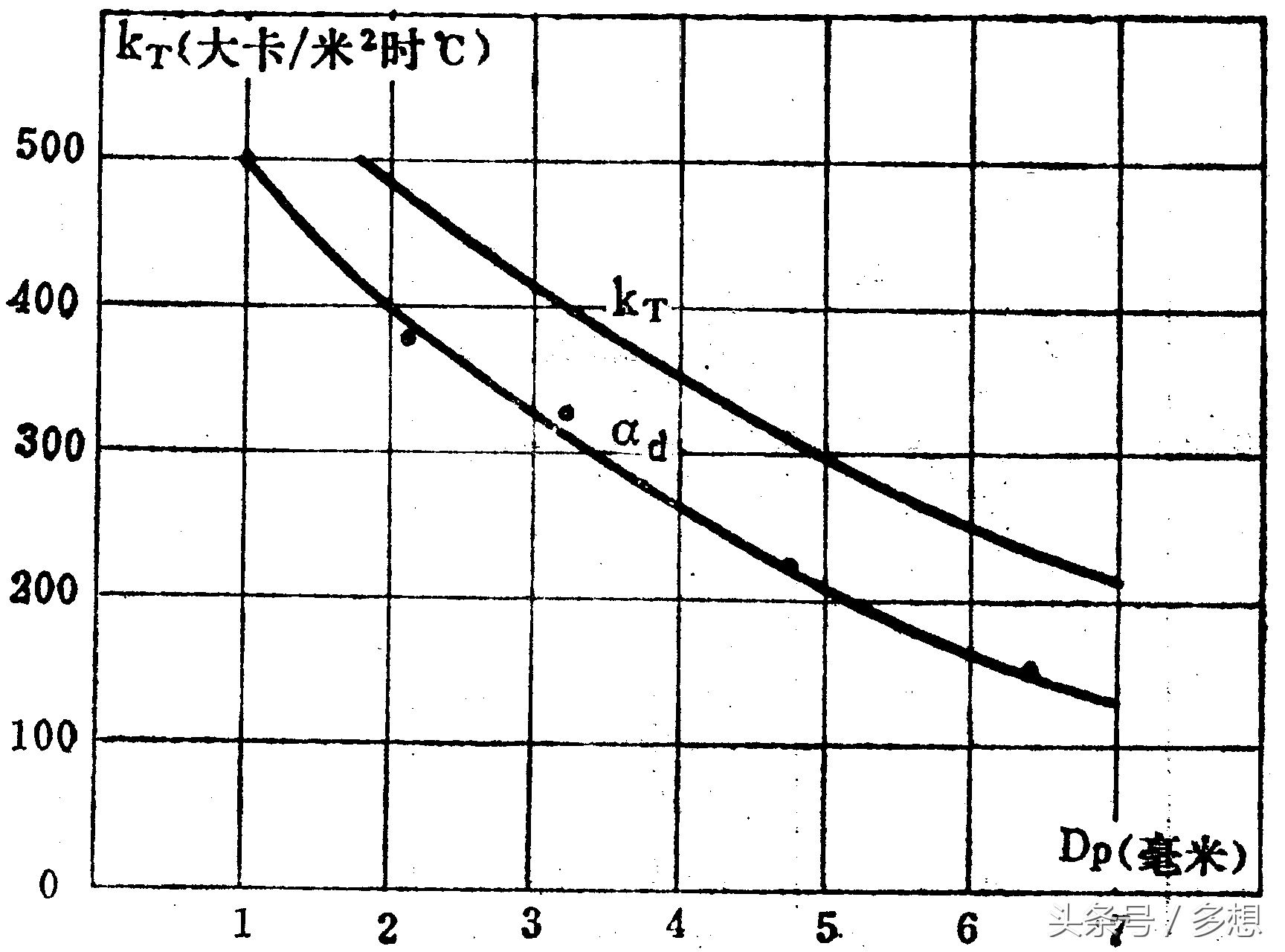

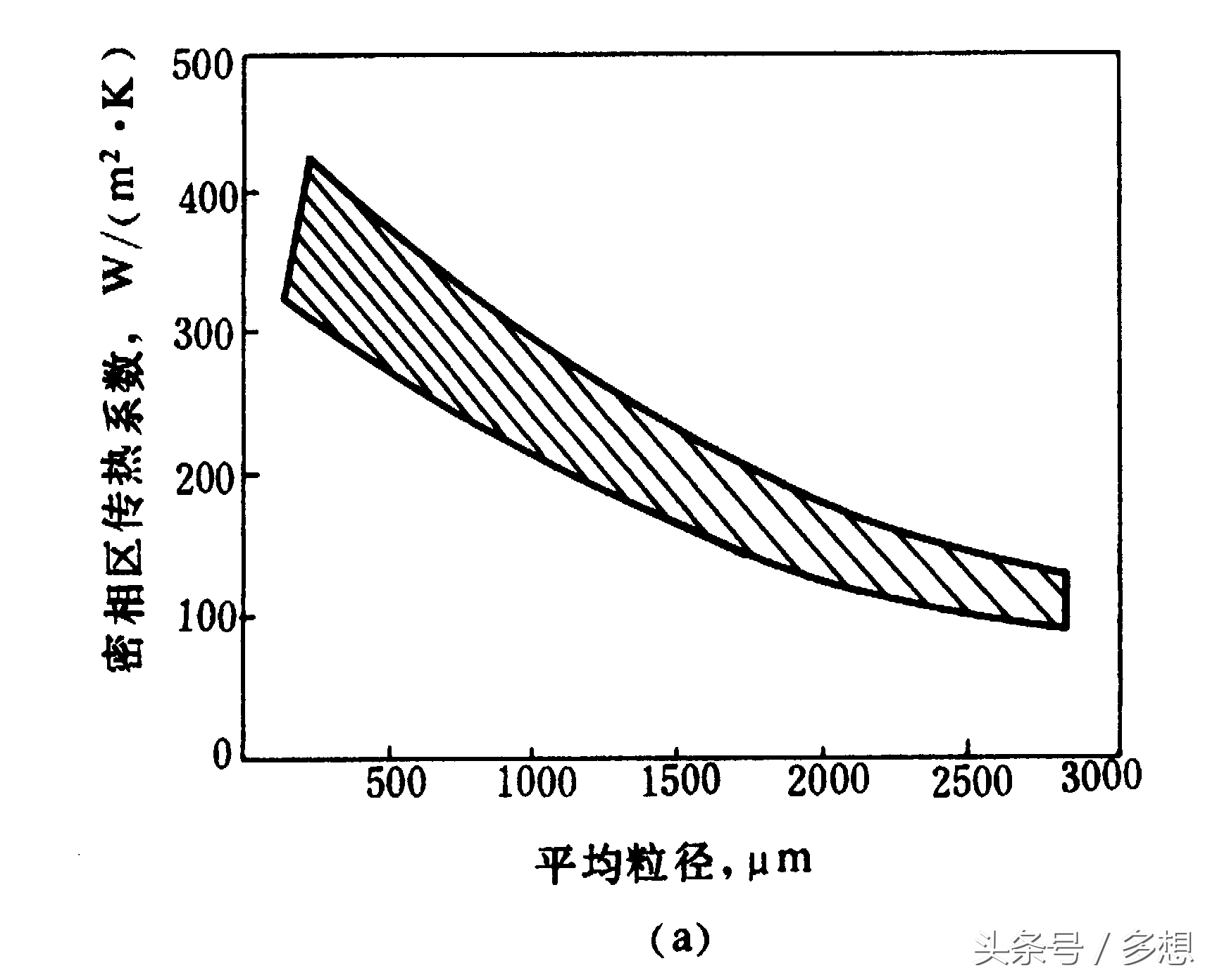
图1-6 不同粒径颗粒在床内停留时间的分布
床内氧浓度;而小颗粒的燃烧率则由炉温、分离率及循环倍率等因素决定。由此可以地看出,提高燃烧率的关键在于增加哪些循环次数不多而又能烧尽的颗粒粒径范围。当然,对于哪些难于燃烧的煤,一定的循环倍率也是提高燃烧与脱硫率的有措施之一。
3)入炉煤的颗粒度对传热系数的影响
入炉煤颗粒度对CFBC锅炉传热系数的影响主要表现在对放热
系数的影响。如图1-7及图1-8所示,当进入化床内的煤的颗粒尺
寸减小时,流化床内总传热系数与对流放热系数将增加。这是因为
当煤的颗粒尺寸减小以后,同样重量的煤的粒子数增加,从而碰撞
壁的粒于数及碰撞频率增加,减少了流体膜厚度,增加放热系数。
煤的颗粒尺寸与传热系数之间的关系并不是一种简单的反比关系。
有学者把粒子尺寸减小到60目以下,传热系数增加不多;但把粒子
图1-7 床料粒度对传热系数的影响
尺寸从60目增大到10目,传热系数却降得很快。还有人在冷态时试验发现,在10目以下的颗粒中加入7%的粗粒子,对传热系数没有多大的影响;但在120目以下的粒子中加入5%的一次再循环飞灰,传热系数却增加了7%。还有资料表明,流化床内总的传热系数虽然随着粒径的增加而减小,但当粒径增加到2.5~3毫米时,总的传热系数保持恒定。
图1-8 床料粒度对密相区及悬浮空间传热系数的影响
(a) 密相区; (b)悬浮空间 图1-9 颗粒直径对磨损量的影响
4) 入炉煤的颗粒度对磨损的影响
CFBC锅炉的磨损一直是人们关注的焦点之一。然而,流化床内颗粒对受热面或炉壁的磨损机理尚不清楚,但磨损量与下列诸因素有关。即
(1-3)
式中,δ——磨损量;
Ua——流化床中气流速度;
dP——颗粒的平均直径;
ζ——流化床中颗粒浓度。
表明磨损量是与颗粒直径的平方成正比。图1-9是用飞灰在碳素钢管内磨损试验情况,图1-10是浙江大学的试验结果。表明磨损量随粒子直径增大而增大的情况。当床料直径很小时,受热面所受的冲蚀磨损很小。随着床料直径的增大,磨损量随之增加得很快。
循环流化床锅炉的床料由不同粒径的颗粒所组成,Lindsley
等人专门设计了一套循环流化床锅炉床料对金属壁面的磨损试验

图1-10 磨损量和颗粒直径的关系
装置,试验结果表明金属壁面的磨损速率由床料分布中重量百分比大的那部分粒径的床料所决定。
此外,入炉煤颗粒度还影响CFBC锅炉辅助系统的运行好坏。这些将在后述有关部分于以说明。
1-2 煤的制备系统的设计
煤的制备系统的根本任务就是要制备出符合CFBC锅炉颗粒度要求的入炉煤。如前所述,许多事故与经济问题都与此有关。
1)入炉煤粒径范围的确定
前已述及入炉煤的颗粒度对流化质量、燃烧与脱硫、传热、磨损等的影响,不少学者为此做了许多实验并建立了相应的关系式。但是,他们的实验与建立起来的关系式,所用的颗粒直径,通常都是选用平均颗粒直径。所有的物料非入炉煤,而是试验物料。那么,CFBC锅炉煤的制备系统所生产的入炉煤的颗粒分布是否完全遵循这些规律呢?入炉煤的大颗粒直径与平均颗粒直径之比应该保持在什么样的范围才是合理的呢?对于前者的回答只能说是经验的、近似的。对于后者的回答,众说不一。一般要求颗粒度均匀,筛分范围不宜过宽。一些锅炉制造厂家提出自己的设计制造的CFBC锅炉的颗粒限制要求,但都没有说明其原因和试验结果或详细的报导。早期国外CFBC锅炉要求的入炉煤颗粒度都在0~6mm,甚至更小。后来有资料报导说:Ahlstrom 公司认为,对于生物质燃料宜采用小于30~50mm的颗粒尺寸,低灰煤种颗粒大尺寸宜小于10~20mm,高灰燃料宜采用小于2~13mm的颗粒。Lurgi公司则认为应取决于煤种,对于高灰煤种佳粒度为150~250μm,一般要求颗粒在10mm以下。 Riley/Battelle公司由于采用高密度床料,其燃料颗粒尺寸要求小于25mm。在我国,循环流化床采用的颗粒尺寸一般为0~8mm或0~13mm。等等。
忆及我国在发展鼓泡流化床锅炉(BFBC)阶段,确定的入炉煤的颗粒直径范围为0~8mm或0~10mm。这时的入炉煤的平均颗粒直径一般为1.5~2.5mm,亦即入炉煤的大颗粒直径为平均颗粒直径的4~5倍。对于BFBC锅炉,尽管临界流化速度是以1.5~2.5mm颗粒度设计,由于床内热态运行风速是冷态临界流化速度的3~4倍,考虑到煤在床内的自碎特性,还是可以大颗粒在床内流化。实践表明,这种粒径范围的入炉煤对于BFBC锅炉运行是可靠的。
对于CFBC锅炉入炉煤颗粒度的确定是否也可以参照这种方法呢?
目前普遍认为CFBC锅炉运行风速是BFBC锅炉运行风速的4~5倍较为合适。由于CFBC锅炉运行佳状态应该是要有足够多的循环物料量,而这种循环物料量的粒径都小于1.2mm,因此要求其平均颗粒直径应比BFCB锅炉所要求的小。当循环物料量不足时,如图1-11所示,应额外添加循环物料量。添加的循环物料的尺寸与炉内循环颗粒的尺寸基本相同,这样可以使循环物料能够正常的循环,以保持佳的燃烧工况和脱硫工况。
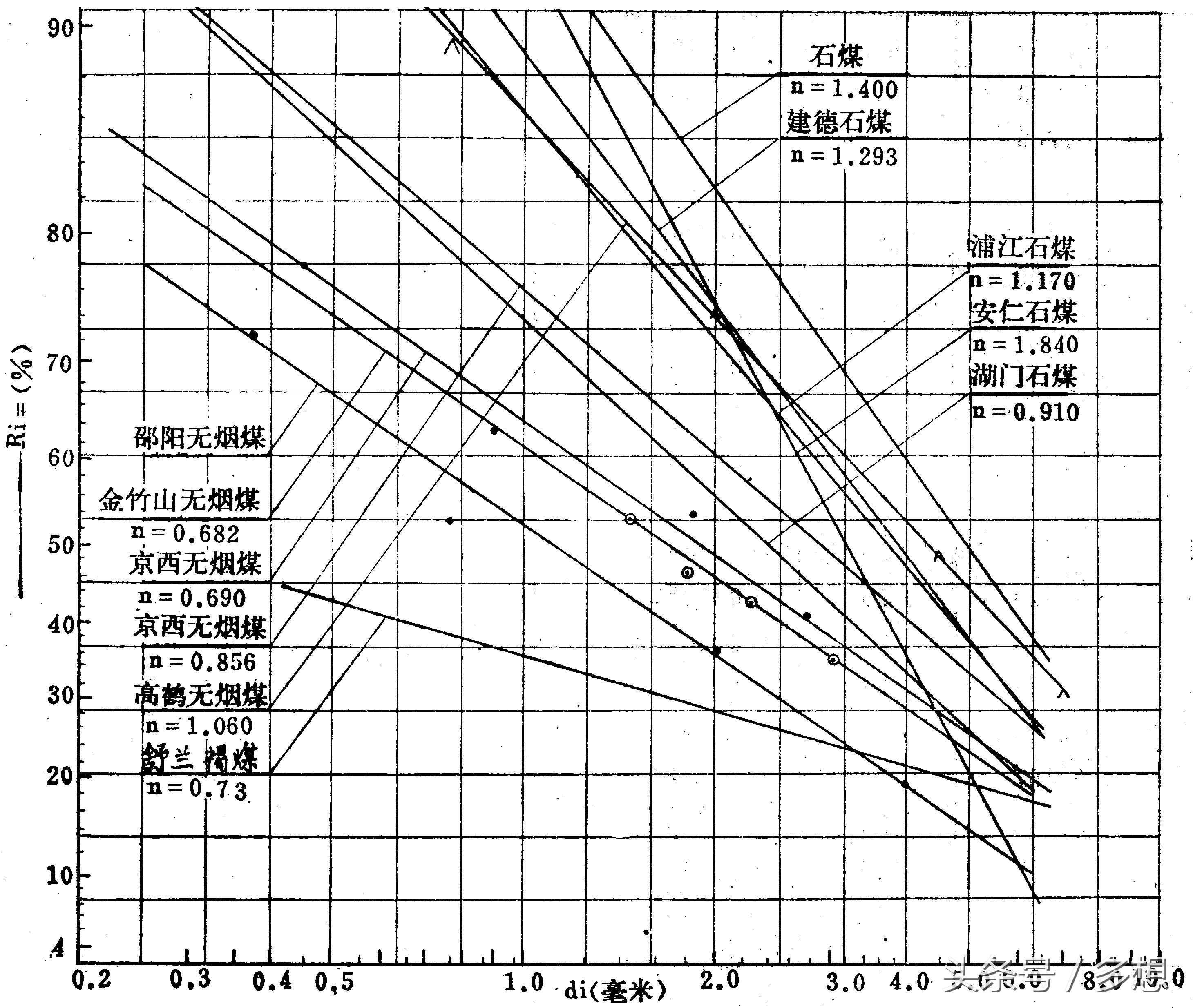
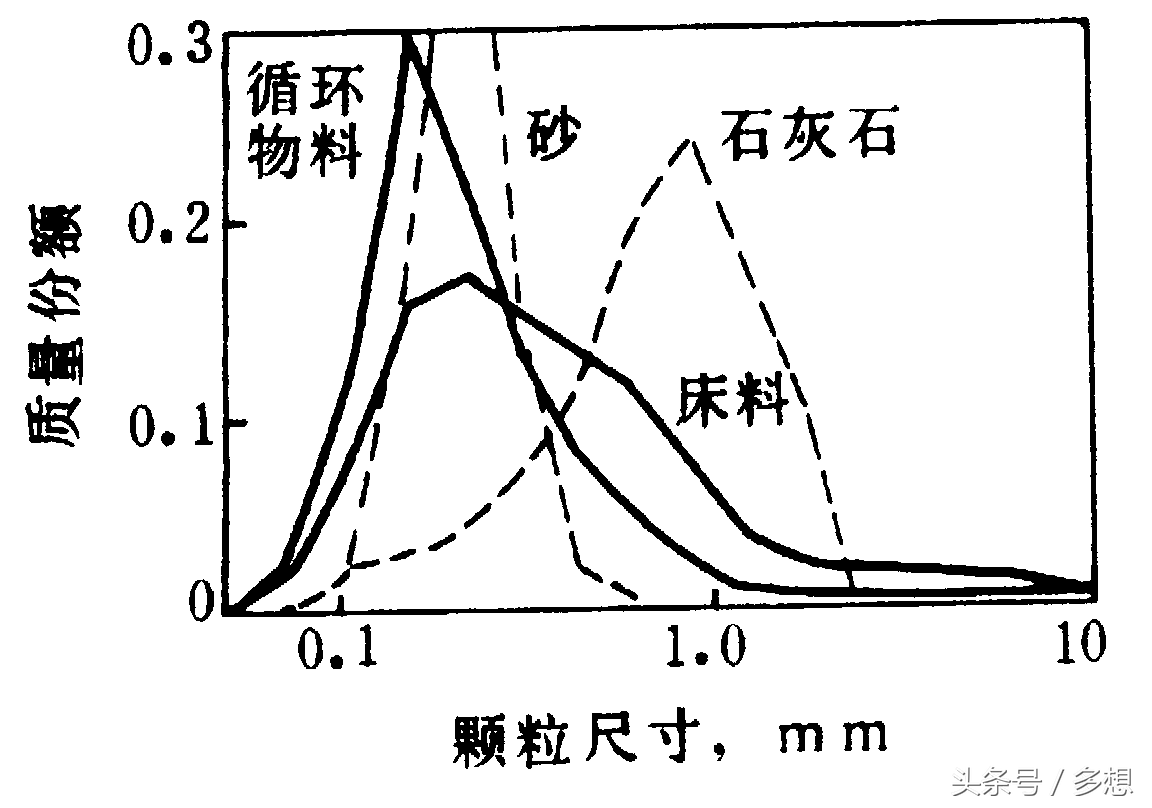
图1-11 循环流化床内的颗粒尺寸分布
这就是说,决定CFBC锅炉入炉煤的颗粒度,不单是限制它的大颗粒直径,更重要的是确定入炉煤的颗粒筛分分布。亦即粒径的分布是否合理,是否有足够多的循环物料量。
经过煤的制备系统生产出来的煤的颗粒分布与原煤特性和煤的制备系统的设计及选用的破碎设备有关。原煤的特性包括原煤的筛分特性、破碎特性以及入炉煤在流化床内的自碎特性。原煤的筛分特性和破碎特性决定了煤的制备系统的设计与设备的选用;入炉煤在流化床中的自碎特性终决定CFBC锅炉床料颗粒的分布,在给定的风速和床温的条件下,它决定了CFBC锅炉的燃烧工况和脱硫工况。
图1-12 几种煤的Ri=f(di)关系曲线
煤在破碎后的筛分特性可以用罗辛-拉姆勒公式表示
,(%) (1-4)
式中,Ri——粒径大于di的颗粒占全部颗粒重量百分数,
(%);
b——表征物料研磨程度的特性系数;
di——颗粒直径或筛网孔径,mm;
n——表征料度分布(即颗粒组成)的特性系数。
图1-12就是11个种煤的Ri=f(di)关系曲线。Ri值大,表示煤的破碎难;反之,则较容易破碎。n就是曲线的斜率,斜率大,表示颗粒组成粗,反之,就细。对于CFBC锅炉而言,除褐煤外,都希望斜率小一些比大一些好。对于同一煤种,采用不同的破碎机,得出的斜率是不同的。这一点重要,往往被忽视。
图1-13 煤燃烧过程颗粒粒径变化示意图
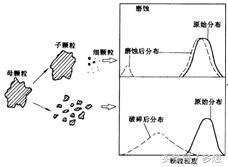
煤在流化床中的自碎特性就是煤粒在进入高温流化床后其粒度发生变化的性质。引起煤在流化床内粒度变化的因素很多,除受热破碎外,还有颗粒与颗粒间剧烈运动发生的碰撞与磨擦以及颗粒与受热面和炉壁的碰撞等。图1-13是 Blimichev等人(1968年)提出的一个简单模型来解释流化床中的粒径变化现象。表1-1是Massimilla等人对煤粒破碎后颗粒的分布情况进行了试验的结果。试验中所采用的流化风速为0.8m/s,床料为0.3-0.4mm的砂子,静止床高为100mm,原始投入煤颗粒数为21,床温为850℃,流化介质为空气。
表1-1 破碎后粒度分布
投入的煤粒数 21破碎后颗粒数 105
粒度范围(μm)质量百分比(%)粒度范围(μm)质量百分比(%)
6350~47601006350~4760
4760~4000
4000~3000
3000~2000
2000~80083.9
4.7
6.1
2.9
2.4
有关燃煤在流化床内的自碎特性机理尚不十分清楚,研究与实验不多。我国淅江大学在这方面作了许多有益的工作。他们提出破碎指数F0的概念,用以表示流化床内煤粒变化的性能,并对国内10个典型煤种进行试验,得出相应的破碎指数值。
令破碎比Nf为煤粒破碎后的粒子数Nout与破碎前的粒子数Nin之比,即
(1-5)
只要有破碎存在,Nf>1。
又令Fd为破碎后粒度的变化率,定义为

(1-6)
式中,Xi——某粒度范围内的质量比率;
Di——某粒度范围内的平均直径,mm;
d0——投入时的原始煤粒直径,mm。
显然,Fd<1。
于是,破碎指数定义为

(1-7)
它表征煤的破碎特性。F0值越大,表示破碎后的粒子多,平均颗粒直径越小。图1-14表示破碎指数随粒度变化的实验结果,表明大粒子比小粒子更易破碎。图1-15是破碎特性随挥发分(即煤种)变化的实验结果。表明挥发分高的煤比挥发分低的煤容易破碎。
由此可见,煤在流化床内的自碎性能与煤种和颗粒度有关。但是,决定床内燃煤粒度分布状态的主要因素仍然是煤的制备系统所生产的入炉煤的筛分特性,煤的制备系统所生产的入炉煤的粒度要足够多的粒子参与循环。
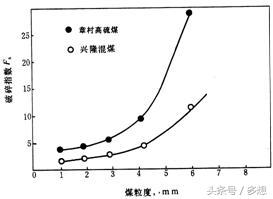
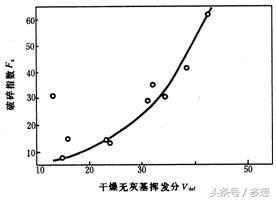
图1-14 破碎指数随粒度变化情况 图1-15 破碎指数随挥发分变化情况
按照前述的分析,CFBC锅炉的入炉煤的平均颗粒直径应小于BFBC锅炉的入炉煤平均颗粒直径,一般在1.2~2.0mm范围内选取较为合适。在这种情况下大颗粒直径不会超过8mm。偶尔会有超过8mm的煤粒进入炉内,只不过是漏网鱼而已,其大颗粒直径不得超过25mm,且其重量分额不得超过1%。
从目前情况来看,由于多种原因,我们对原煤的筛分特性和破碎特性研究甚少。建议主管部门将此项工作列入议事日程,加紧开展工作,对促进CFBC锅炉的我国健康发展十分重要。
2) 煤的制备系统的设计
煤的制备系统的设计就是针对原煤的筛分特性和破碎特性确定系统的破碎设备与筛分设备的组合方案。一般来说,煤是一种低硬物料,较易破碎;但对于灰分高的煤矸石则属中硬物料。由于CFBC锅炉对入炉煤的筛分分布特性有一定的要求,不只是将煤破碎,还应出料的粒度筛分要求。因此,煤的制备系统进行合理的设计十分重要。 表1-2 破碎阶段的划分/mm
破碎阶段入料粒度出料粒度破碎阶段入料粒度出料粒度
粗碎300~1500100~350细碎20~1005~20
中碎100~35020~100粉磨5~190.074~0.4
破碎阶段可按表1-2进行划分。
若用Dmax及dmax分别表示破碎前后大颗粒尺寸,那么,
(1-8)
定义为破碎比。各种传统破碎机的破碎比列于表1-3。现在各型破碎机经改进后的破碎比都有所增加。
破碎比与物料的破碎性能及颗粒尺寸有关。通常,颚式及旋回式破碎机用于粗、中碎作业;标准圆锥破碎机用于中碎作业;短头圆锥及双辊破碎机用于细碎作业;锤式及反击式用于中、细碎作业。
破碎机型式i破碎机型式i
颚式或旋回破碎机
标准圆锥破碎机
短头圆锥破碎机3~5
4~8
4~8双辊破碎机
锥式破碎机
反击式破碎机3~4
15~30
20~30
当一级破碎机不能满足粒度要求时,可采用两 表1-3 传统破碎机的破碎比i值
级或三级破碎系统。此时,系统的总破碎比i为各级破碎机破碎比之积。
, (1-9)
式中,i1、i2……in分别为各级破碎机的破碎比。
通常,破碎与筛分作业总是配合在一起。破碎之后不经过筛分的系统叫做开路系统。实践证明,开路系统产量低、产品粒度不稳定,单位产品的电能及金属消耗量大,操作困难。它已被闭路系统所替代。
(1) 简单破碎系统
如图1-16所示,破碎前后均不进行筛分。它适应于大粒度不超过25毫米的易碎性原煤的破碎。系统的给料量与产品产量相等。


式中,
 ——破碎机的进料量,t/h;
——破碎机的进料量,t/h;

——破碎机产品产量,t/h。
(2) 具有预先筛分的开路系统
采用预先筛分的系统如图1-17所示,它可以提高破碎机的生产能力。当煤的水 图1-16
分较多时,可以避免破碎机堵塞。预先筛分只有在原煤中小于筛孔尺寸的颗粒度含 1-破碎机
量超过40%时才有意义。因为在这时,可以充分发挥筛分的能,并减小破碎机的磨损。
筛下物产量Q2计算如下;
,(t/h) (1-11)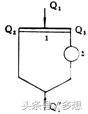
式中,α1一给料中小于筛孔尺寸的颗粒所占总量的分额,%,
E一筛分率,E=0.65~0.85。
筛上物量即进入破碎机的物料量Q3由下式确定:
,(t/h) (1-12)
图1-17
(3) 具有检查筛分的闭路系统 1-预先筛分, 2-破碎机
在破碎机后进行筛分叫做检查筛分(图1-18)。检查筛分可以严格控制产品的颗粒度,充分发挥破碎机的生产能力。当要求产品的颗粒度较严格时,可以采取减小破碎机排料口尺寸的办法来实现。但是,这样做将使破碎机的生产能力大为下降。采用检查筛分之后,可以不减小破碎机的排料口尺寸,只是把筛上物返回破碎机进行破碎,充分发挥了破碎机的破碎能力。这一系统现已广为采用。
返回破碎机的物料量Q5可用公式计算如下:
,(t/h); (1-13)
(1-14)
式中,C——系统的循环负荷率,%; 图1-18
4——破碎机排料中小于筛孔尺寸的物料量所占破碎机进料量的百 1一破碎机 2一检查筛分分比,%;
其余符号同前。
(4) 预先筛分的闭路系统
与预先筛分的开路系统一样,在破碎之前预先筛出符合要求的物料,可以减轻破碎机的负荷(图
1-19),减小破碎机的磨损,但它决定于原煤中小于筛孔尺寸颗粒度的含量。只有在原煤中小于筛孔尺寸的颗粒度含量占总量40%以上时,采用预先筛分才有意义。它与开路系统
比较,能产品的颗粒度。
这时,破碎机的排料量Q4为:
,(t/h); (1-15)
(1-16)
1
图1-19
—预先筛分 2—破碎机
式中,C1一系统的循环负荷率,% ;
其余符号同前。
(5) 具有预先筛分及检查筛分的闭路系统
对于大型的破碎作业,且要求产品颗粒度较严格时,这一系统(图1-20)是合理的。它可以充分发挥破碎机的破碎能力,终产品的颗粒度。在大容量系统中,采用预先筛分的条件就不像前面提到的要求那么高,可以降低原煤中小于筛孔尺寸的物料含量所占总物料的比值。
检查筛分的筛上物Q5可用下式计算:
,(t/h) (1-17)
(1-18)
式中,C2一系统的循环负荷率,%;
图1-20
其余符号同前。 1-预先筛分2-破碎机3-检查筛分
1-3 破碎机的选择
完成煤的制备系统设计之后就是选用一个合适的破碎设备,它是提供合格粒径的燃料,循环流化床锅炉正常运行的重要因素之一。
早期小型流化床锅炉使用的破碎机有颚式破碎机、锤击式破碎机、反击式破碎机和链环式破碎机等。这些破碎机具有结构简单、工作可靠、制造容易、维修方便、价格低廉、适用性强等优点,但有的是非连续性破碎,或率较低,破碎比较小,出料不均匀,易磨损等缺点,满足不了流化床锅炉的需要。
经过几十年的努力,破碎机已有了很大的进展。如:
► 锤击式破碎机发展成BC系列细粒破碎机。
► 环锤破碎机取消筛网。
► 新型的反击式破碎机改进腔型设计:第一级反击架采用整体锰钢件,以增加其质量,加大大块物料的破碎果。第二级反击架尽可能靠后,而且下端排放口接近转子水平线。
► 圆锥破碎机发展成“惯性圆锥破碎机”。
► 将对辊组合成DZ系列组合式齿辊破碎机等。
此外,还引进了国外的破碎机。
尽管如此,针对国内煤种破碎特性进行破碎试验不多,研制出来的破碎机仍不尽人意。
1-4 筛分设备的选择常用的筛分设备有固定筛及振动筛两大类。前者用于粗粒筛分,作为粗碎或中碎的预先筛分;后者则广泛用于中、细碎的筛分作业。现在,各流化床锅炉用户大都使用振动筛。
各种振动筛的种类及其用途见表1-4。 表1-4 振动筛的种类
序号振动筛种类一般用途
1
2
3
4
5惯性振动筛
重型振动筛
自定中心振动筛
直线振动筛
共振筛用于中、细粒筛分
用于粗、中粒筛分
用于中、细粒筛分
用于中、细粒筛分
用于中、细粒筛分
计算筛网的有面积时应考虑筛面的倾角以及受料的位置的影响。倾角大时,有面积小。
振动筛存在的问题主要是磨损和湿煤的堵塞。
1-5 几点建议
长期以来,由于各种原因,各拥有流化床锅炉的企业,各自进行破碎筛分设备的选择。鉴于经济与技术因素的限制,很少对煤的破碎与筛分特性进行实验,往往都只建立一级破碎,结果不能煤的颗粒度,影响流化床锅炉的与经济运行。
现在鼓励发展CFBC锅炉,为了流化床锅炉的与经济运行,特提出以下几点建议:
(1) 主管部门设立专项资金开展以下几项研究:
► 加强对原煤的筛分特性和破碎特性的试验的研究,建立满足流化床需要的相应数椐库,为流化床锅炉制造厂及用户提供有关资料。
► 加强对破碎与筛分设备进行试验研究,在消化吸收引进设备的基础上创新,研制出适应我国煤种和我国流化床锅炉需要的设备。
(2) 鼓励有关地区或企业集团在流化床锅炉比较多的地区,对煤的制备进行统一的科学规划,建立集中破碎与筛分的工厂。这样可以做到节省投资、节省钢材、节约劳动力、节约能源、减轻环境污染,并能用户对颗粒度的要求。它可以设在煤矿,也可以设在煤炭供应中心。倘若流化床锅炉要求煤的颗粒度不一致时,可以集中进行粗碎与中碎工作,在用户处设立细碎系统。此时,细碎前的煤的颗粒度应小于50毫米。
2、炉壁和受热面的磨损及其治理
2-1 磨损机理
流化床锅炉受热面和炉壁,由于受到含固体粒子浓度较高的气流冲刷,存在着严重的磨损。
流化床受热面的磨损机理尚不甚明嘹。有人根据粒子对管壁碰撞
进行力学分析,如图2-1所示,当粒子碰撞管壁时,由于粒子的质量
存在,给予管壁施以力F,将F力解为切向力Fq和法向力Ff,当α=0º
时,Ff=0,粒子沿管子表面摩擦而过;当α=90º时,Fq=0,粒子垂直
冲击管壁。于是可以把粒子对管壁的磨损分为两种情况:
1.在法向力Ff的作用下形成的变形磨损。由于法向力作用的结
果,对管子表面产生塑性变形凹坑,这样长期大量地撞击,形成一层
塑性变形层,整片脱落,周而复始,形成磨损。
图2-1 粒子对受热面的碰撞情况
2.在切向力Fq的作用下形成的切削磨损。它一方面使粒子与管子表面产生滚动或滑动摩擦,形成表面磨损;另一方面深入表面,产生局部剥离。
但是,实际情况并非这样简单,往往是几种情况同时出现。并且一种形式的磨损还会引起另一种形式的磨损。也有人用沸腾状态具有流体粘性的特点去解释磨损情况。由于粘性的存在,含有固体颗粒的气流冲刷管子时,在管子表面边界层发生分离,流体贴着管子迎风面流过管子,用以解释倾斜埋管迎风面130º~140º造成磨损的原因。但这一假设尚未给出定量规律。
根据含尘气流冲刷管子时磨损的一般规律,磨损量可以用下述函数形式表示;
(2-1)
式中,δ—磨损量;
WT—流化床中烟气速度;
DP—颗粒的平均直径;
νy—流化床中颗粒浓度。
► 气流速度W。的影响:气流速度愈大,磨损愈严重。有人用飞
灰在管内进行试验,磨损量大约与气流速度的三次方成正比。
► 粒子的直径DP的影响:粒子直径愈大,磨损量也愈大。
关系,它不是一种简单的幂函数。
► 流化床中灰粒浓度uf的影响:灰粒的浓度愈大,灰粒碰撞受热
面的几率增加,故磨损量增加。试验表明磨损量与灰粒浓度成
正比,如图2-2所示、
图2-2 气流速度对磨损量的影响
2-2 防磨措施
根据上述分析,预防流化床受热面的磨损,可以采取以下措施:
1) 在条件许可时,尽量降低炉内的气流速度。
2) 组织好炉内气流,避免形成小的涡旋区。
3) 降低入炉煤的筛分范围,即采用小颗粒燃料。
前已指出,烟气流速ur与颗粒直径dp是引起磨损的两个主要因素。而气流速度ur又与颗粒直径dp有关。粒径愈小,所需的气流速度就低。因此,减小颗粒直径dp,不仅本身可以减少对受热面的磨损,而且还因为颗粒直径的减少,引起气流速度的减小,进而减少了对受热面的磨损。
对于两种不同直径d1P及d2P的粒子,在其他条件不变的情况下,对受热面的磨损量分别为δ1δ2根据式(22)可作近似计算如下:
(2-2)
当d1P=0.5d2P时,由临界沸腾速度计算公式,可得u1r =0.667u2r。代入(2-2)得: ≈0.0495,
就是说,由于颗粒直径减小,对受热面的磨损可的减小。
4) 在流化床受热面的严重磨损区焊接保护鳍片或抓钉。
早期的流化床锅炉大都是鼓泡床锅炉,通常是埋管磨损严重。实践证明,对于中、小型鼓泡床锅炉而言,在易受磨损的受热面是焊接保护鳍片或抓钉(又叫销钉)可以有的防磨。
由于沸腾状态的气流具有粘性,引起了迎风面130º~140º的磨损。当受热面焊接保护鳍片时,由于鳍片的作用,使气流流过管于时只贴着鳍片绕过管于表面,保护了管子表面不被磨损。并且,在鳍片与鳍片之间还形成了由粒子组成的颗粒膜,对鳍片的磨损也有所减缓。上海锅炉厂研究所根据这一假设,建议在管子迎风面130º~140º 范围内焊上长×宽×高=200×15×5的鳍片4~5块。对四种鳍片结构(图2-3)进行7904小时的运行试验,鳍片全部被磨掉,但管子受到保护。其中B型防磨果好,C型较差。络片材料是20Mn,由于没有焊透而发生高温氧化脱皮现象。
对于垂直埋管的弯头处也可以采用类似的防磨措施。除采用图2-3的型式外,还可以采用图2-4的型式。此外,在易磨损的区域焊接6的钉抓,抓钉长20毫米,节距12毫米,防磨果也较显著。
鳍片和抓钉的焊接方式很多,在使用中应注意焊接质量,一方面要防止焊穿管子;另一方面要焊牢。一般说来,节距小一些对防磨的果好一些,但节距太小施工不方便。鳍片或抓钉所用的材料,目前均用一般碳钢或锰钢。使用这些材料时,存在高温氧化现象,在这方面有待进一步研究解决。
此外,早期还进行过表面渗硼、化学热处理镀镍及等离子喷涂等方法,这些方法的使用均受一定条件的限制,需要较为专门的工厂进行加工,作为一般流化床锅炉的使用单位推广应用有一定的困难。
图2-3 埋管用鳍片防磨结构图 图2-4 垂直埋管的一种鳍片的焊接方式
5) 在流化床炉壁的磨损区采用耐热、耐磨涂料。
随着循环流化床锅炉的出现,锅炉容量的扩大,不但受热面有磨损,炉壁也有磨损,特别是旋风分离器的磨损理为严重。常常因磨损而导致锅炉事故。
常用耐热、耐磨涂料见表2-1。涂料之前在管子上应焊接骨架,用中5~6、长15~16毫米的元钢,等腰三角形(边长10~15毫米)布置。骨架焊好后,应除去铁锈及油腻,再刷一层底浆,底浆用60%70碳化硅与40%烧矾土细粉与磷酸铝溶液调合而成。涂料涂好后,要进行烘干。为避免涂料下落,可用玻璃布包裹好。涂料厚度1.5~2.0毫米。
据一些单位使用结果,涂料的防磨果较好,但易脱落,而且传热系数低,工艺较复杂。因此只能在磨损严重区采用。
表2-1 耐热、耐磨涂料配方
涂料名称原 材 料配 方
磷酸盐
—碳化
硅涂料①85%工业磷酸
②工业用氢氧化铝
③碳化硅#16、#70黑,m20绿
④烧矾土细粉①磷酸铝液:H2O(80%以上):A12O3:
P2O3=2:1:3
②混料:#16黑碳化硅颗粒度1.25~1.0mm20%
#70黑碳化硅颗粒度1.25~1.0mm20%
m20绿碳化硅20%
烧矾土细粉13%
外加18~19%磷酸铝液调合
磷酸
铝铬渣
耐磨
涂料①0~5毫米铝铬渣
②4000~5000cm3/g烧矾土细粉
③磷酸铝
④矾土水泥铝铬渣70%
烧矾土细粉30%
外加:磷酸铝16.1%
矾土水泥3.0%
磷酸锆
石英
耐磨
涂料①0~0.3毫米石英砂
②锆石英砂
③60%磷酸
④矾土水泥石英砂54%
石英粉46%
外加:磷酸15%
矾土水泥3%
磷酸铝
白刚玉①#60白刚玉
②#280白刚玉
③磷酸铝
④矾土水泥#60白刚玉57%
#280白刚玉43%
外加:磷酸铝20.9%
矾土水泥3%
总之,就是采取“三小一涂”的办法解决磨损问题。
3、炉底渣的排放与冷却
3-1 流化床锅炉的炉底渣及其特性
流化床锅炉的“炉底渣”包括传统意义上“炉底渣”与“溢流渣”。炉底渣是从流化床锅炉底部排放出来的渣。溢流渣则是溢流式鼓泡床锅炉(BFBC)的床层表面处开设的溢流口排出的渣,由床层物料自平衡排放。由于它们的颗粒度较沉降灰和飞灰粗,故又称“大渣”。
CFBC锅炉只有“炉底渣”,其温度常常高达850~900C。
表3-1列出了几种流化床锅炉的炉底渣的渣量及渣温的参考数椐。
流化床锅炉大渣的颗粒特 表3-1 几种流化床锅炉的炉底渣的渣量分额及渣温
项 目单 位溢流式FBC非溢流式FBCCFBC
冷 渣溢流渣炉底渣炉底渣
渣 温C<400800950800950800950
渣量分额占灰渣总量的% <10406040602545
性与煤种、煤的破碎与筛分方式、以及煤在床内燃烧所呈现出的自碎性能不无关系。其中,煤的破碎与筛分方式是由煤的破碎性能所决定。而煤在床内燃烧的自碎性能,是与煤在燃烧过程中的物相与矿相结构的变化、煤的遇热爆裂特性以及煤粒在床内流化过程中相互碰撞、磨擦等因素有关。
从国内流化床锅炉运行实践表明,溢流渣的颗粒粒径范围集中在1~10mm之间,占90%以上;大于10mm和小于1mm的颗粒较少。非溢流式鼓泡床锅炉炉底渣的筛分分析,2-10mm的颗粒组分虽然也占了很大的分额,但不足70%;而大于10mm的颗粒确有12%以上)。炉底渣的平均颗粒直径要比溢流渣的平均颗粒直径大。
一般说来,根椐入炉煤和炉底渣的筛分特性的比较,可以反映炉底渣排放的合理程度,以及从一个侧面反映出锅炉运行状况的好坏。
3-2 炉底渣的排放与冷却对锅炉热率的影响
根椐锅炉热平衡,与灰渣有关的热损失反映在机械未完全燃烧热损失 和灰渣物理热损失 两项,下面分别讨论之。
1)炉底渣的机械未完全燃烧热损失
锅炉机械未完全燃烧热损失 可用下式表示:
= (3-1)
式中, ——大渣机械未完全燃烧热损失,%;
——细灰机械未完全燃烧热损失,%。
显然,与炉底渣排放与冷却有关的是大渣的机械未完全燃烧热损失 ,其值为:
(3-2)
式中, ——燃烧中的灰分,(%)。
——燃烧的应用基低位发热量,(大卡/公斤)。
——大渣可燃物的含量,(%)。
——大渣灰分占总灰分的百分含量,(%)。
(3-3)
式中,B——燃料消耗量,(公斤/小时)。
——大渣量,(公斤/小时)。
令: (3-4)
为大渣机械未完全燃烧热损失占总的机械未完全燃烧热损失的分额,可绘制出 曲线(参见图3-1)。可见, <2000大卡/公斤时, 增加得很快,且 =1000~1500大卡/公斤时, >62~32%。
这就是说,当燃用煤矸石等劣质燃料时,大渣的机械未完全燃烧热损失占总的机械未完全燃烧热损失的2/3以上。因此,解决好大渣的燃烬问题,对提高流化床锅炉的率、节约能源意义重大。故在流化床锅炉运行中,应严格控制入炉煤的颗度,监视床层运行料层厚度, 图3-1 曲线
及时排放炉底渣,保持良好的流化质量。
当 >2500大卡/公斤时, <10%,大渣的机械未完全燃烧热损失也是不容忽视的问题。
一般说来,流化床锅炉的机械未完全燃烧热损失在4~12%之间,无论是燃烧优质煤或是燃烧劣质煤,及时排放炉底渣,改良流化质量,是提高流化床锅炉燃烧率的重要手段之一。
2)炉底渣的灰渣物理热损失
由于炉底渣排出时温度很高,因而造成了锅炉的灰渣物理热损失。若灰渣的温度为tz,比热为cz,有:
(3-5)
式中, 一—炉底渣渣占总灰量的百分份额(%)。
Cdz——炉底渣比热(大卡/公斤•℃),查表(3-2)。
实践表明,当燃用1500~4000大卡/公斤的劣质煤时, 可达1~6%;当燃用4500~6000大卡/公斤的优质煤时, 在0.4~0.8%之间。利用冷渣机回收这部分热量,很有意义。
表3-2 灰渣的比热Cdz
温 度 t℃0100200300400500600
灰渣比热CdzKcal/kg•℃0.1900.2000.2070.2130.2200.225
温 度 t℃7008009001000110012001400
灰渣比热CdzKcal/kg•℃0.2390.2390.2430.2400.2450.2500.270
上述计算中没有考虑脱硫剂对从炉底渣排出的热损失。若考虑这部分热损失,上述计算中的 应由下式确定相应的输入热量改写如下:
(3-6)
(3-7)
式中,Qnet,p——燃料的应用基低位发热量,kJ/kg。
3-3 炉底渣的排放装置对锅炉运行与经济性的影响
炉底渣的排放装置对改良流化质量、提高燃烧率、流化床锅炉与经济运行至关重要。由于它是在高温条件下工作,因而要求排渣装置能长期耐高温、耐磨损、密封、实现远动或自动控制,做到长期连续运行。目前市场上供应的排渣装置产品有以下几种,它们对流化床锅炉的与经济运行的影响分述如下:
1)人工插板阀。
这是中小型流化床锅炉应用多的一种定期排渣装置,要么全开,要么全闭。由于它无法进行燃烧工况进行调节,且事故频繁,还影响环境卫生,现已很少使用。
2)电动调节闸扳阀。
由变速电机带动螺杆,启闭阀门的闸扳,控制排渣量。由于它长期在高温下工作,即使是用高温耐磨材料制作闸扳和阀体,磨损快,使用寿命不长。进口设备长使用时间也只有一年左右。其次就是连接电动机的螺杆长期在高温下工作,将热量传给电机,电机经常被烧坏。现在,这种调节阀基本也停止使用。
3)流动床调节阀。
这是我国引进国外的流化床锅炉采用的调节阀。它由排渣管和布风装置组成:排渣管呈渐扩型,其中心线沿水平方向向下倾斜5°。布风装置是在排渣管底部布置的条形定向空气喷嘴和排渣管上部园形管道沿长度和圆周方向布置10个定向脉冲空气喷嘴,以控制排渣量。脉冲风采用压缩空气,条形定向空气喷嘴由罗茨风机供风(后改为压缩空气)。为防止大颗粒沉积,在进渣管的入口处燃烧室底部通入一股高压风。运行表明,此排渣控制器经常结焦,造成排渣管堵塞。所结焦块外表面是一层硬壳,不用很大的力就可砸破,内部包祼着松散的渣粒,是一种典型的低温结焦现象。
4)QD型气动连续自动排渣器(专利号:00 2 25582.0)。
根椐上述排放装置存在的问题,笔者利用气动原理研制出一种专利产品——QD型气动连续自动排渣器。其工作原理是利用流化床锅炉一次风作工作气源,根椐流化床锅炉风室压力的变化,对进入排渣器的风量进行控制,从而控制炉底渣的排放量。此装置于2001年在韶关钢铁集团公司热电厂140t/h流化床锅炉上的试验成功一直运行到现在,表明它在高温环境中可长期稳定工作,能顺利地对排渣量进行有的控制。
QD型气动连续自动排渣器的显著优点在于:
● 结构简单,没有机械运动部件,没有金属阀件或其它复杂的装置与高温炉底渣直接接触,因而不会有金属另部件的高温变形问题发生,也不会发生结焦现象,排放装置长期稳定运行。
● 可以按照流化床锅炉风室压力对排渣量进行有的远动或自动控制。
● 阀体本身带有锅炉事故排渣口。当锅炉发生事故需紧急排渣时,可方便地实施事故排渣。
到目前为止,已在数十余台流化床锅炉上与本人研制的冷渣机专利产品配合使用,均取得满意的果。
3-4 炉底渣冷却对锅炉运行与经济性的影响:
为了流化床锅炉、经济与环保的要求,对其炉底渣的冷却设备应满足以下基本性能。
● 能及时、连续、高地把排放出来的炉底渣迅速冷却到温度以下。
● 运行故障少、检修工作量少,做到长期稳定、、可靠地运行。
● 能有地回收炉底渣的余热,提高锅炉热率;
● 能改良锅炉的流化质量,改良燃烧工况,提高锅炉燃烧率和脱硫率;
● 无泄漏,减少环境污染,保护环境;
● 材料消耗少、成本低,体积小、电耗低,运行费用少;
● 便于实现自动化、智能化和大型化。
一句话,要使冷渣机成为流化床锅炉整体不可分割的有机组成部分。显然,要同时满足这些性能要求,并非易事。
目前市场上供应的冷渣设备有机械传动式和流化床式两大类,它们对流化床锅炉的与经济运行的影响分述如下。
1) 机械传动式冷渣机
机械传动式冷渣机是有螺旋式冷渣机、振动式冷渣机和滚筒式冷渣机三大类。实践表明,螺旋式冷渣机因不能满足冷却要求,且叶片易磨损、机械故障多、维修工作量大,现已不被用户选用。振动式冷渣机尚处于试验阶段。滚筒式冷渣机使用比较普遍。
滚筒式冷渣机是将热渣送入具有一定倾角的旋转的滚筒内,在缓慢前进运动的过程中被滚筒外壳夹层内的水进行间接冷却。为了提高冷却率,有的厂家增加强制送入冷却风;有的在热渣的入口处加上一块抛洒板,以增加热渣与风及水冷壁的接触;还有的在滚筒内增设内管,做成壳管型,以增加受热面积,等等。
从大多数用户运行情况来看,当冷却的渣量少时冷却果尚可,但渣量大时,滾筒必须增长,处理不当,冷却果不理想。这类冷渣机存在的主要问题是动静部件的配合问题,常有漏水及漏渣现象发生;转动部件及滾筒易磨损、机械故障较多,维修工作量较大。由于这种冷渣机采用水夹套,需承受压力,一旦缺水,就会发生爆炸等事故,国内已出现过这种事故。因此要求具有压力容器生产资格的厂家生产。
由于滚筒式冷渣机不需要与锅炉的烟风系统连接,因而系统连接简单,受到用户的欢迎。但它不能加热空气作二次风使用,也不能将细小颗粒返回炉内。它的传热系数低,传热面积要求大,耗水量大,一般是冷却1吨渣需要6吨以上的冷却水,当渣量大时,难于与锅炉热力系统达到水平衡。
过去,曾有不少人认为这类冷渣机动力消耗少是其大优点之一。现在看来需要商榷。对于流化床锅炉整体而言,下面将要介绍的从国外引进的选择性多流化床冷渣机和RA型返回式气垫床冷渣机加热的风返回炉内,取代了部份二次风,节省了二次风机的动力消耗。而滚筒式冷渣机无法减少二次风,它的动力消耗是净增加的消耗。
2) 流化床式冷渣机
由于流化床内埋管的传热系数,以及气固直接接触的传热系数都很高,是前述机械传动式冷渣机的传热系数的4倍以上,因而被用于炉底渣的冷却。它不但可以在床内设置埋管冷却炉底渣,同时还可以用空气与热渣直接接触冷却炉底渣,并加热空气。它的耗水量远远低于机械传动式冷渣机,可与锅炉给水系统达到平衡。它所加热的空气,可以作二次风送入锅炉,减少锅炉原配置的二次风量,减少空气预热器的布置。它在回收热空气时不可避免地会回收部分细小颗粒,因而可以增加床内颗粒浓度,改良燃烧工况和脱硫工况。因此,它能有地用水和空气回收炉底渣的余热,能与流化床锅炉的热力系统烟风系统和燃烧系统紧密结合,有希望成为流化床锅炉整体的有机组成部分的冷渣设备。目前市场上出现
多种以流化床技术为基础的冷渣简要有以下几种:
(1) 单流化床选择性冷渣器
四川内江高坝电厂从芬兰引进Ahlstrom公司Pyroflow型410t/h循环流化床锅炉,配100MW级的示范电站,是我国引进的大容量循环流化床锅炉。1996年正式投入运行。其锅炉燃煤设计为南川煤,灰份为22+5%,锅炉在设计煤种下额定负荷运行底渣量为13t/h。
该锅炉底渣冷却系统共配置6台底渣冷却器(每台出力2.7T/H),一台刮板输渣机、一台斗式提升机和一座600m3底渣库。每套底渣冷却系统采用二级冷渣,第一级为单流化床选择性冷渣器,第二级为水冷螺旋冷渣器。
锅炉底渣通过排渣控制器(进渣管)从炉膛下部后墙和两侧墙(后墙4个,左右侧墙各1个)分别进入高3700mm,内径1400mm的园筒形结构的单流化床选择性冷却器中,其流化介质来自引风机出口侧烟气,用专用罗茨风机送入冷渣器中,换热后的热烟气携带约25%的细渣料从冷渣器顶部回风口进入燃烧室;设计排渣温度为300℃的底渣从冷渣器底部排入第二级水冷螺旋冷渣器中进一步冷却降温至190℃以下并输送到刮扳输渣机,刮扳输渣机汇集并输送来自6个水冷螺旋冷渣器底渣,然后通过一台斗式提升机送入容积为600m3底渣库中,再由灰车运至灰场。
几年的运行实践表明,由于燃煤达不到设计煤质,特别是近两年煤质严重下滑,该套底渣系统已严重影响到机组的运行和带负荷能力,其存在的问题有:
●排渣控制器(进渣管)经常结焦。锅炉排渣控制器由排渣管和布风装置组成。因其采用间隙排渣方式,排渣管结焦严重,且疏通困难。
●冷却后的渣温达不到设计要求。单流化床选择性冷渣器设计的排渣温度为300℃。机组投运后,一级单流化床选择性冷渣器出口渣温度在315~509℃范围内,一般都在400℃左右。近两年,因煤质进一步下滑,排渣温度增高至650℃左右,给后续设备的运行带来了严重影响。
●单流化床选择性冷渣器排渣口结焦。第一级单流化床选择性冷渣器不但进渣管经常结焦,因渣量大、渣温度高,单流化床选择性冷渣器及排渣管处也经常出现结焦现象,造成堵塞,时常危及锅炉的与经济运行。
●床内埋管磨损严重。
●水冷绞龙故障多,维修工作量大。进入水冷螺旋冷渣器渣温高、渣量大造成其变形、磨损、卡涩等故障,维修工作量大,维护费用高。
●底灰库内结焦:由于进入底灰库的渣温过高,底渣可燃物发生再燃烧致使结焦,且打焦难度大,打焦过程有一定危险性。
●系统泄漏:各部件热变形及热交变裂纹,致使密封变得十分困难,严重影响现场生产环境。
(2) 选择性多流化床冷渣机
这是引进同外的另一种流化床式冷渣机。它内设置三个(或四个)流化床,呈长方形结构,按渣的冷却行程串联排列,即炉底渣依次进入第一级(分选床)、第二级(传热床)和第三级(传热与放渣床)。第一级流化床冷渣器风室压力较高,达15000Pa,要求维持冷渣器床压力达8.5KPa,足以把分选出来的细份灰料,随着被加热的气体从冷渣器顶部送入距锅炉布风板2300mm处的锅炉燃烧室。第二级与第三级两个床均采用冷空气作流化介质,并布置有冷却受热面;被加热后的空气作为二次风从距布风板5400mm处送入锅炉炉内。此外,多流化床分选式冷渣机的排渣量的控制,不像单流化床选择性冷渣器那样由水冷绞龙控制,而是用专门的排渣调节阀进行自动/人工控制。上述引进三家公司的产品中,FOSTER和WHEELEW不设置水冷受热面,AHLSTROM产品为了增加处理排放大块渣的能力,将布风板布置呈倾斜的,降低了风室压力。
目前,我国已有数十台循环流化床锅炉采用了这类冷渣器,运行时间长的已有3年多。由于它没有设置水冷绞龙,因此较之单流化床选择性冷渣器故障大大减少。从用户运行的情况表明,多流化床分选式冷渣器冷却果比单流化床选择性冷渣器性能好,但在渣量大时仍达不到设计要求。它存在的主要问题是锅炉排渣口和冷渣器内结焦,有的常出现渣在冷渣器内滞留堵塞现象,以及床内埋管磨损严重。此外,冷渣器的排渣量的控制,靠其本身带来的旋转式排渣调节阀实现,它的磨损快,更换费用较高,现在逐步用国产调节阀所替代。
(3)其它形式流化床冷渣机
针对上述冷渣机存在的问题,国内不少科技工作者推出了他们自己研制的流化床式冷渣机,如西安热工所推出的FAC系列流化床冷渣器,浙江大学专利产品流化床移动叠置式冷渣器,以及上海某厂移动床式冷渣器等。各有其特性,在此就不详述。
总之,各种以流化床技术为基础的冷渣机,均是以流化床具有高的传热系数,加之炉料返回为基础设计出来的。众所周知,流化床之用于燃烧的原因之一,是因为它具有温度布均匀的特点,对燃烧极为有利。但它之用于物料冷却,这便成为流化床式冷渣机的致命的弱点。为了达到冷却果,需要加倍设计冷却空间和加倍布置冷却受热面。稍有不慎,就会出现冷却果不佳的局面。如何克服这一缺点,就成为流化床式冷渣机成败的关键之一。
再者,炉底渣的冷却,较之其它物料冷却,其显著特点除温度高之外,它还含有少量的碳;颗粒不均匀,十分粗糙;工作条件恶劣。采用传统的风帽,受其布风板冷却强度的制约,稍有不慎,就会结焦;且清渣困难。如何避免结焦和简化布风装置结构,就成为冷渣机成败的关键之二。
3-5床系列冷渣机的研制与应用
有鉴于此,笔者着手进行气垫床系列冷渣机的研究与开发工作。现已开发出三代专利产品,它们是:
● SC型气槽式冷渣机(Spouts Bed Cooler of ash)(专利号:01 2 49355.4和02 1 14069.3)。
● SA型溢流式气垫床冷渣机(Spillover Air-Cushion-Bed Cooler of ash)(专利号:02 2 50136.3)。
● RA型返回式气垫床冷渣机(Return Air-Cushion-Bed Cooler of ash)(2005 2005 0540.7和2005 1003 1359.6)。
为了克服流化床内温度分布均匀的缺点,笔者特设计出一种能在床内形成温度梯度的气垫床 (早期称之谓气槽床)。同时,为了避免床内结焦和清扫容易,尽量简化布风装置结构,取消风帽,形成独特的气垫床系列冷渣机的专利产品,其基本工作原理如图3-2所示,它与选择性流化床冷渣器物料冷却温度的比较示于图3-3。
气垫床系列冷渣机专利产品的基本特性与优点是:
● 无机械转动部件,无机械磨损与动静部件的密封问题,运行可靠,维修工作量小,维护费用低。
● 在床内有地建立了了温度梯度,冷却果好。
● 无风帽,布风装置的结构简单,床内不结焦,清扫方便,运行可靠。
● 大限度地回收灰渣余热,可提高锅炉热率约0.3~4%。
● 使床层处在佳工况下运行,并返回炉料,改良流化质量,改良燃烧,提高燃烧与脱硫率。预计可提高燃烧率0.2~2%。
● 冷却用风量与水量少,可与锅炉或电厂热力系统、烟风系统和给水系统有机地结合。节省煤耗,降低运行费用。
图3-2 气垫床冷渣机工作原理图 图3-3 气垫床与选择性流化床物料温度降比较
SC型气槽式冷渣机首先在广东韶关钢厂热电站投入运行取得成功之后,到目前为止,已有二十余家三十余台锅炉上使用,均获得满意的果。该型冷渣机在运行中也暴露出部分问题,一是渣量大时,偶尔有单个颗粒红渣排出;进渣口太高,而排渣口较低,这样与低矮锅炉及输渣设备配套安装存在一定困难。
针对气槽式冷渣机存在问题进行改进,推出了第二代专利产品——SA型溢流式气垫床冷渣机。2004年10月,四川高坝电厂选用了SA型溢流式气垫床冷渣机,改造从芬兰引进Ahlstrom公司Pyroflow型410t/h循环流化床锅炉配套的#6单流化床选择性冷渣器。运行表明,它大大提高了冷却果,避免出红渣现象;在降低了进渣口高度的同时,提高了出渣口高度,方便了与低矮锅炉和输渣设备的现场布置等。据厂方核算,SA型溢流式气垫床冷渣机投运后,半年节约费用达9+132+147=288万元。SA型溢流式气垫床冷渣机已在三家七台锅炉上共安装八台SA型溢流式气垫床冷渣机,果显著。
由于SC型气槽式冷渣机和SA型溢流式气垫床冷渣机均采用大气式流化床结构,不能将被加热的热空气有地回收和返回细小颗粒,回收余热不充分,不能进一步改良流化质量和燃烧工况及脱硫工况,这对于大型CFBC锅炉提高锅炉燃烧率和脱硫率十分重要。四川高坝电厂要求将热风返回炉内,在他们的支持下,开发出第三代专利产品——RA型返回式气垫床冷渣机。
在2005年5月的高坝发电厂大修中,进行了底渣冷却器第二期的改造工作。即用RA-10型返回式气垫床冷渣机来替代原有的#1底渣冷却器及#1水冷螺旋冷渣器,锅炉排渣口不变。RA-10型返回式气垫床冷渣机冷却后的渣通过输渣绞龙(新配置)将渣送入现有的底渣刮板机,同时也隔离冷渣机内的正压,冷却水由工业水提供。冷却风采用一次风,冷渣机出口的热风通过原#1底渣冷却器回风口进入炉膛(参见图3-5)。
通过在四川内江高坝电厂410t/hCFBC锅炉上运行表明,它的冷却果好,余热得到充分的利用,返回的细小颗粒能有地提高床料浓度,改良了燃烧工况与脱硫工况,果显著。这是从真正意义上讲实现了冷渣机成为FBC锅炉有机的不可缺少的组成部分,使炉底渣的冷却及其余热利用与流化床锅炉燃烧系统、热力系统和烟风系统有机地结合,提高锅炉整体装备的先进性和经济性。
2005年10月,高坝电厂将原有从芬兰引进的6台单流化床选择性冷渣器全部拆除,用4台RA-10型返回式冷渣机取代。至今已运行八个多月,果显著。
2005年9月和2005年11月,四川省电力试验研究院分别对冷渣机改造前后进行热力试验,测试报告摘录见表3-3。两个测试式况下的冷却后的渣温为94℃和66℃,锅炉率提高了1.82%。据高坝电厂核算,RA-10型返回式冷渣机取代从芬兰引进的6台单流化床选择性冷渣器,每年可节省费用达数百万元,可见,RA型返回式气垫床冷渣机的果十分。
图3-5 RA-10型返回式冷渣机系统布置示意图
表3-3 华电内江发电总厂高坝电厂#11锅炉冷渣器改造前后热力试验报告摘录
序号项目名称符号单位测试或计算改造前改造后
100MW80MW50MW100MW100MW
煤元素分析
1碳Car元素分析0.43180.46580.41450.64290.6438
2氢Har元素分析0.02310.02460.02180.03000.0301
3氧Oar元素分析0.04250.04250.04480.01260.0126
4氮Nar元素分析0.00870.00710.00690.00270.0028
5硫含量Sar元素分析0.01730.01230.01230.04270.0428
6灰Aar元素分析0.39160.39320.38590.31430.3053
7水War元素分析0.08500.05450.10380.04040.0391
8低位发热量Hubkj/kg元素分析14979141001431720369.9520809.87
测试数据
1过热蒸汽压力PDMPaDCS9.028.908.929.289.13
2过热蒸汽温度tD℃DCS540.38539.62538.06541.17541.86
8底灰量MsKg/s原始数据3.332.732.081.8541.912
9底灰温度ts℃测量490.28451.15423.6994.1765.50
10排烟温度ta℃测量146.5136.9128.9151.79151.07
11环境温度t1℃测量20.821.219.621.222.0
计算
1入炉煤量MboKg/s假定,迭代19.5617.0710.9714.7214.38
3烟气量VGTKm3/kg计算6.438.6910.9710.1910.97
6空气量uLKKg/kg计算8.5111.4613.1913.4913.22
8理论干CO2总量VCO2okm3/kg计算1.011.080.951.561.57
10水蒸汽量UH2OkKg/kg计算0.360.360.390.41230.4094
11理论干烟气量uGoDkKg/kg计算5.976.415.689.029.04
12烟气量uGKKg/kg计算9.1212.0713.7914.1713.92
13CO2份额XCO2k计算0.21880.17690.13640.21830.2227
14H2O份额xH2Ok计算0.03910.03000.02890.02910.0294
17输入总热量Hub.gesKj/kg计算15591.9914526.1914690.0120864.7921479.85
18排烟损失La,b计算0.07330.08530.10010.08820.0836
20未燃气体CO损失Lcob计算0.00930.00100.00120.00070.0009
21飞灰焓hfKj/kg计算2898.902337.202159.682822.183752.17
22底灰焓hsKj/kg计算689.27577.70599.2968.8896.09
23飞灰损失Lf.b计算0.08300.07020.06410.04760.0620
24给水焓hspKj/kg计算949.70911.87835.87950.66950.62
25过热蒸汽焓hDKj/kg计算3485.163484.553480.453484.423487.64
26输出热QNKg/s计算255098.8207808.4135980.5266889.4265662.2
27散热损失Lst.N查表和计算0.00380.00470.00740.00380.0038
28排烟损失La计算0.07220.09370.09800.08680.0824
29灰渣损失Lsf计算0.05410.04750.04060.02850.0351
30未燃气体CO损失LCO计算0.00910.00090.00120.00070.0009
31入炉煤量Mbo’Kg/s计算19.5624217.0739310.9688814.7214.38
32入炉煤量相对误差计算-2.4E-071.78E-07-4.1E-07-2.4E-056.76E-07
33计算热率η%计算85.8885.1285.0887.8287.58
总之,流化床锅炉的炉底渣排放与冷却装置应与流化床锅炉燃烧系统和热力系统有机地结合,成为CFBC锅炉整体有机的不可缺少的组成部分,提高锅炉整体装备的先进性和经济性。炉底渣排放与冷却装置选用的合理与否,直接影响流化床锅炉的与经济运行。可直接影响锅炉热率达0.5~3.0%。选择不当,会增加检修工作量,增加运行费用;严重的可造成人身生命事故、锅炉停炉甚至全厂停产。
2006年6月于深圳