前沿拓展:品牌攻丝夹头排销量行榜
加工中心常用的刀柄
在加工中心上,各种刀具分别装在刀库上,按程序规定随时进行选刀和安刀动作,因此必须采用标准刀柄,以便使钻、镗、扩、铣削等工序用的标准刀具迅速、准确地装在机床主轴或刀库上去,编程人员应了解机床上所用刀柄的结构尺寸、调整方法以及调整范围,以便在编程时确定刀具的径向和轴向尺寸。在我国应用广泛的是BT40和BT50系列刀柄和拉钉。
1、加工中心常用的刀柄
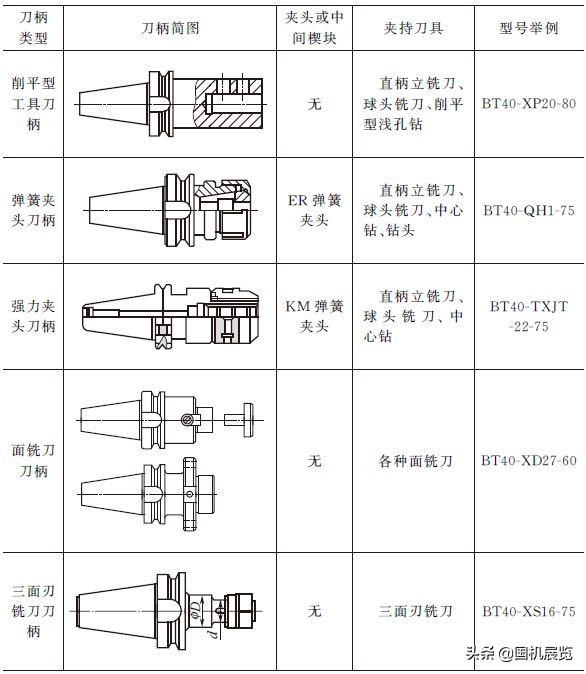
加工中心常用刀柄的类型及应用范围见表1-4。
表1-4加工中心常用刀柄的类型及应用范围
加工中心常用的刀柄规格


加工中心常用的刀柄规格见表1-5~表1-12。
表1-5削平型工具刀柄mm
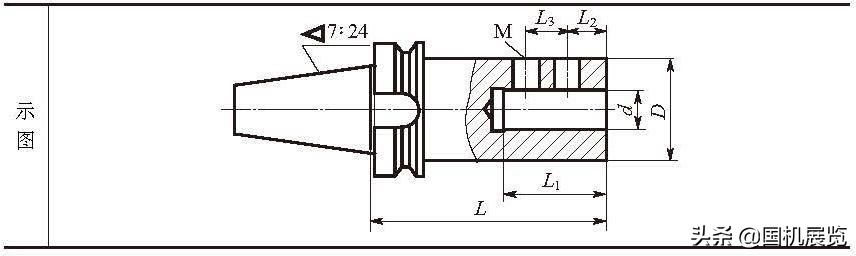

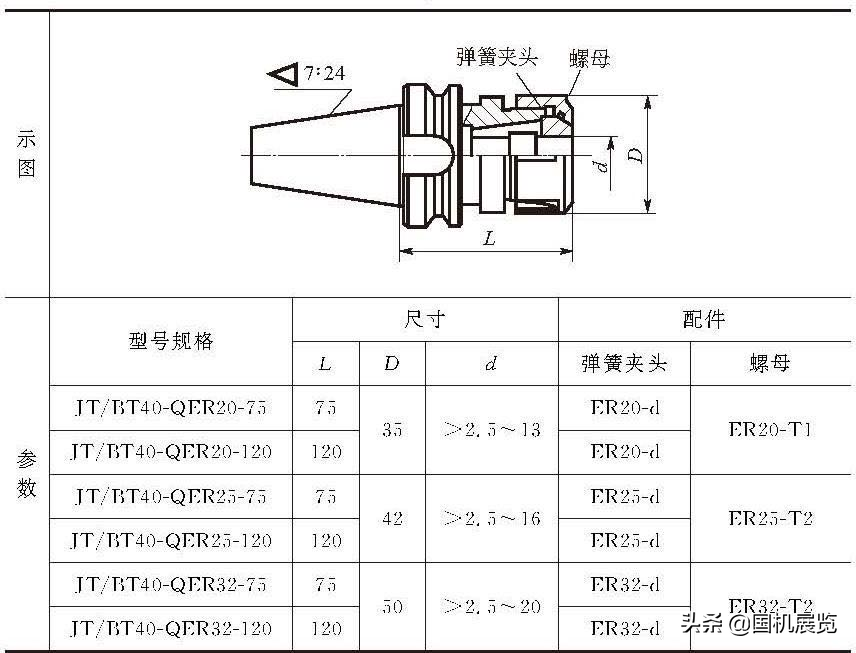
表1-6 弹簧夹头刀柄 mm
型号规格
尺寸
配件
L
D
d
弹簧夹头
螺母
JT/BT40-QER40-75
75
63
>3.0 〜20
ER40-d
ER40-T2
JT/BT40-QER40-120
120
ER40-d
JT/BT45-QER20-75
75
35
>2. 5〜13
ER20-d
ER20-T1
JT/BT45-QER20-120
120
ER20-d
JT/BT45-QER25-75
75
42
>2. 5〜16
ER25-d
ER25-T2
JT/BT45-QER25-120
120
ER25-d
JT/BT45-QER32-75
75
50
>3. 5〜20
ER32-d
ER32-T2
JT/BT45-QER32-120
120
ER32-d
JT/BT45-QER32-90
90
63
>3.0 〜26
ER40-d
ER40-T2
JT/BT45-QER32-150
150
ER40-d
JT/BT50-QER20-75
75
35
>2. 5〜13
ER20-d
ER20-T1
JT/BT50-QER20-120
120
ER20-d
JT/BT50-QER25-90
90
42
>2. 5〜16
ER25-d
ER25-T2
JT/BT505-QER25-150
150
ER25-d
JT/BT50-QER32-90
90
50
>3. 5〜20
ER32-d
ER32-T2
JT/BT50-QER32-150
150
ER32-d
JT/BT50-QER40-90
90
63
>3.0 〜26
ER40-d
ER40-T2
JT/BT505-QER40-150
150
ER40-d
表1-7 端面铣刀刀柄 mm

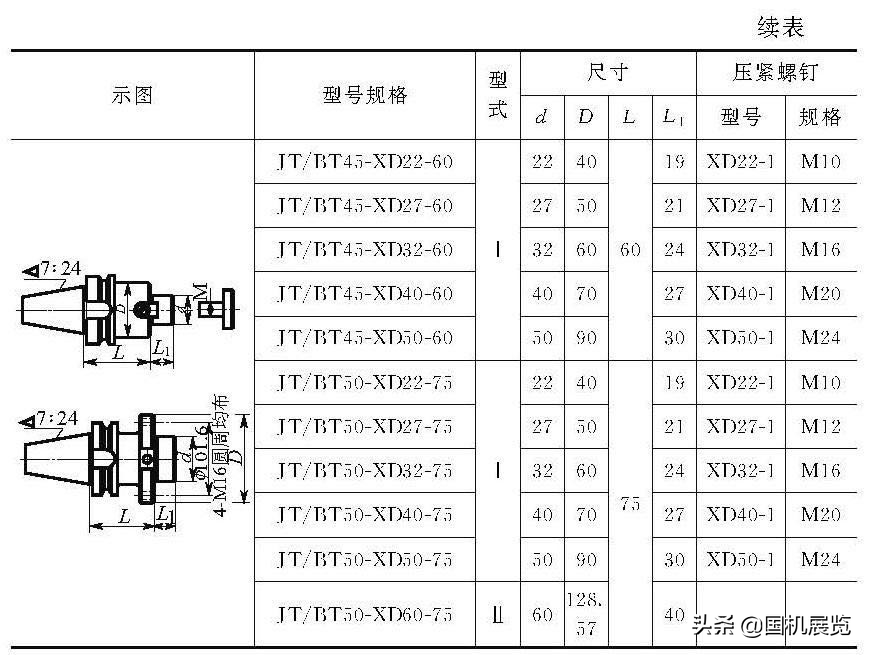
表1-8 三面刃铣刀柄 mm


表1-9 侧固式刀柄 mm

表1-10 BT-MTB莫氏锥度刀柄 mm

表1-11 钻夹头刀柄 mm

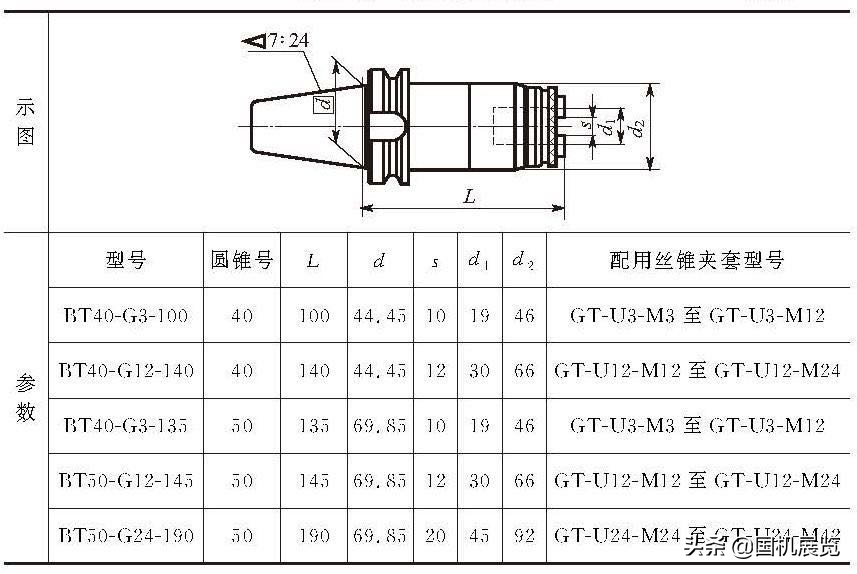
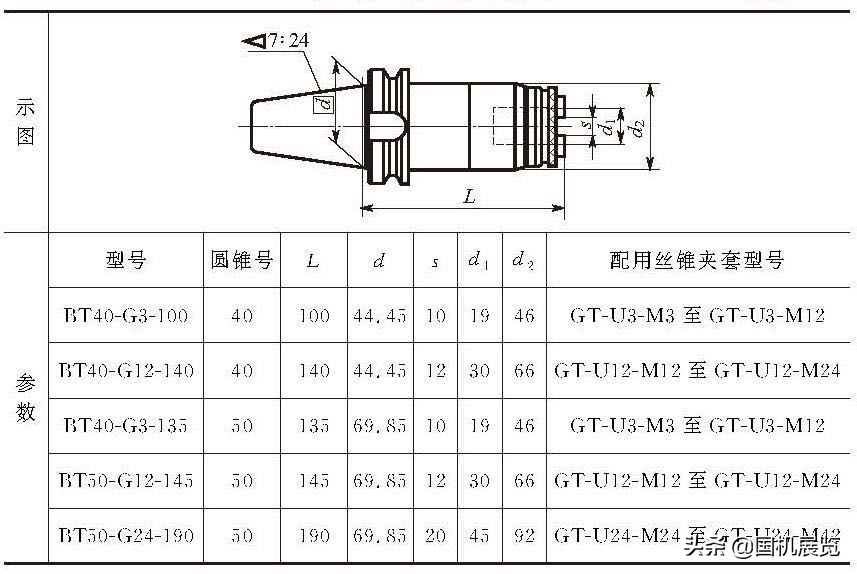
表1-12 攻丝夹头刀柄 mm
没有一个刀柄系统是的。专为高速精加工工序而打造的刀柄通常会缺乏高加工所需的刚性和强度,例如,粗加工毛坯铸件。相反,用于粗加工的刀柄通常会缺乏动平衡性,这种动平衡性能够使刀柄在精加工工序中高速平稳运行。
此外,粗加工刀柄的粗壮设计和大体积可能会限制其够到较精细或较深的零件特征。而难加工材料需要具有增强强度和刚性的刀柄。此外,刀柄的减振能力以及冷却液输送能力也是重要的选择标准。使用不合适的刀柄会导致尺寸误差和零件报废,以及机床主轴过度磨损、刀具寿命缩短和刀具断裂风险增加。
在非关键性作业中,物美价廉的刀柄可能会产生令人满意的结果。但是,在必须获得可重复精度的工序中,尤其是在昂贵工件报废会降低零件的利润率时,投资以应用为中心的高质量刀柄可以以较低的成本防范此类意外损失。
加工中心常用的刀柄
在加工中心上,各种刀具分别装在刀库上,按程序规定随时进行选刀和安刀动作,因此必须采用标准刀柄,以便使钻、镗、扩、铣削等工序用的标准刀具迅速、准确地装在机床主轴或刀库上去,编程人员应了解机床上所用刀柄的结构尺寸、调整方法以及调整范围,以便在编程时确定刀具的径向和轴向尺寸。在我国应用广泛的是BT40和BT50系列刀柄和拉钉。
1、加工中心常用的刀柄
加工中心常用刀柄的类型及应用范围见表1-4。
表1-4加工中心常用刀柄的类型及应用范围
加工中心常用的刀柄规格
加工中心常用的刀柄规格见表1-5~表1-12。
表1-5削平型工具刀柄mm


表1-6 弹簧夹头刀柄 mm
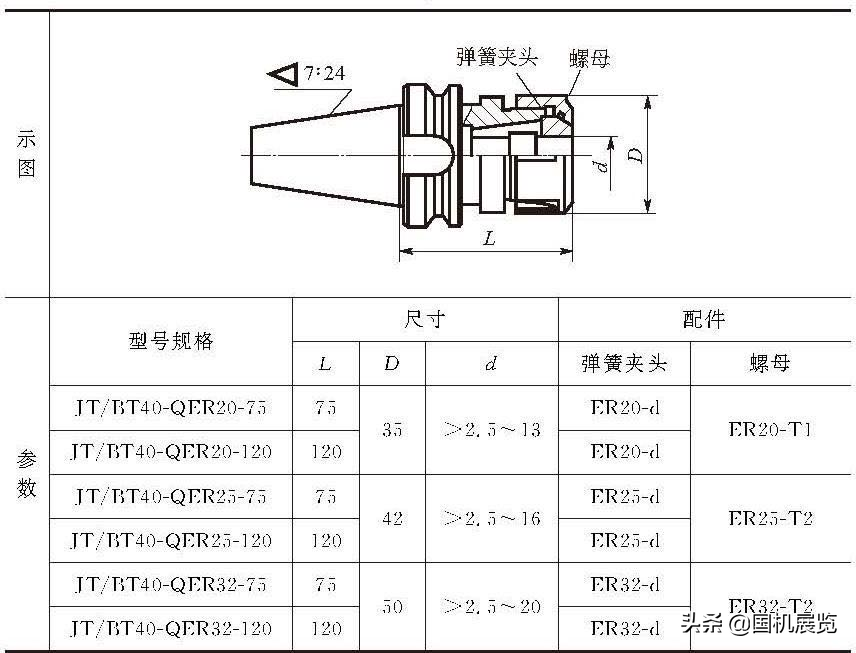
表1-7 端面铣刀刀柄 mm


表1-8 三面刃铣刀柄 mm
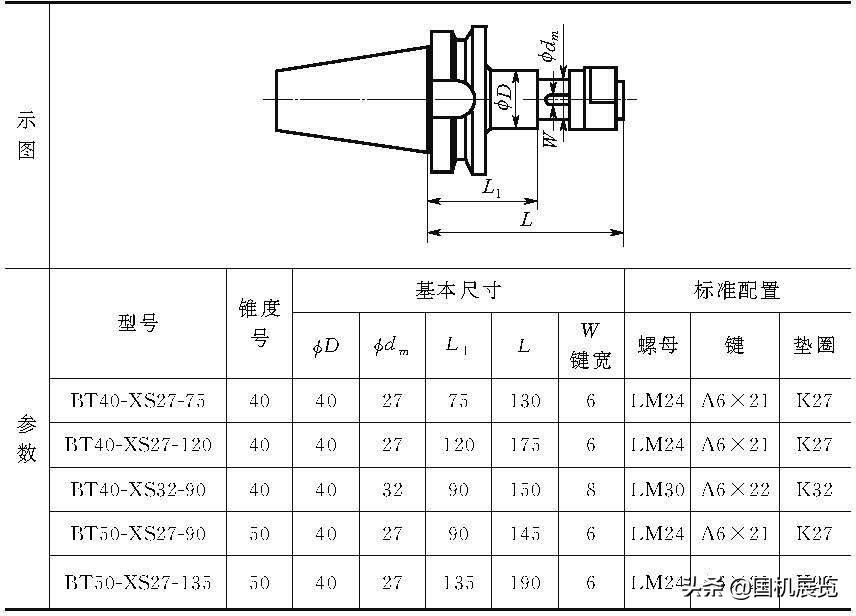

表1-9 侧固式刀柄 mm
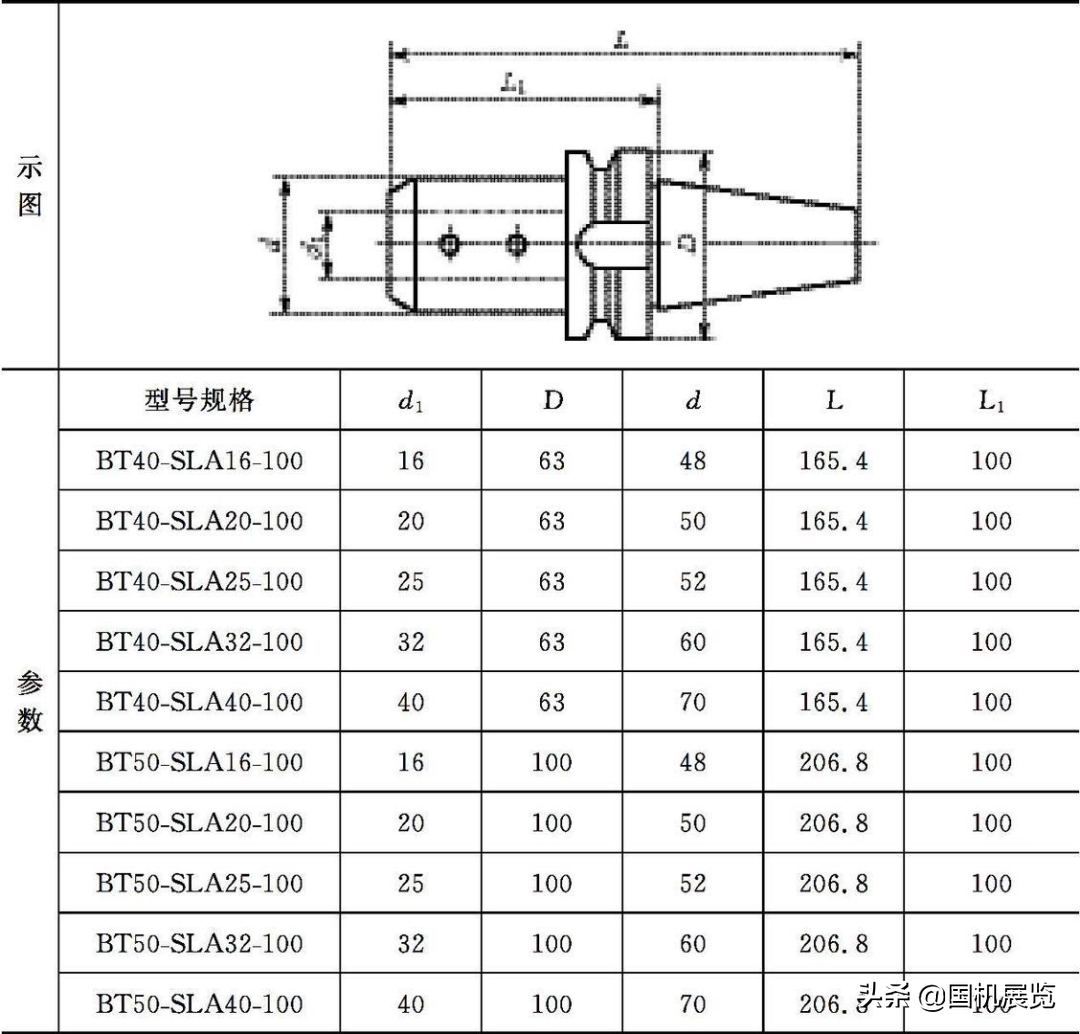
表1-10 BT-MTB莫氏锥度刀柄 mm

表1-11 钻夹头刀柄 mm
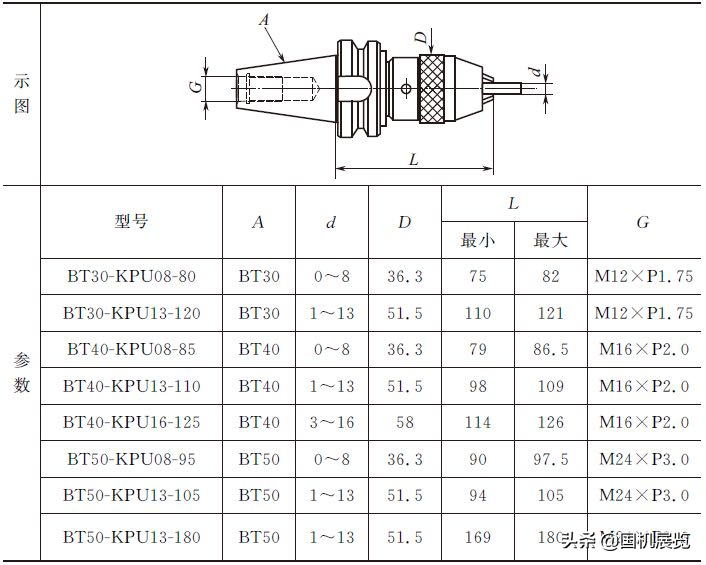
表1-12 攻丝夹头刀柄 mm
没有一个刀柄系统是的。专为高速精加工工序而打造的刀柄通常会缺乏高加工所需的刚性和强度,例如,粗加工毛坯铸件。相反,用于粗加工的刀柄通常会缺乏动平衡性,这种动平衡性能够使刀柄在精加工工序中高速平稳运行。
此外,粗加工刀柄的粗壮设计和大体积可能会限制其够到较精细或较深的零件特征。而难加工材料需要具有增强强度和刚性的刀柄。此外,刀柄的减振能力以及冷却液输送能力也是重要的选择标准。使用不合适的刀柄会导致尺寸误差和零件报废,以及机床主轴过度磨损、刀具寿命缩短和刀具断裂风险增加。
在非关键性作业中,物美价廉的刀柄可能会产生令人满意的结果。但是,在必须获得可重复精度的工序中,尤其是在昂贵工件报废会降低零件的利润率时,投资以应用为中心的高质量刀柄可以以较低的成本防范此类意外损失。
CIMES自1992年以来,每逢双年在北京举办。经过近30年的发展,已经成为国内外展商和用户不容错过的行业盛会,有超过28个和地区的约1500家厂商参与,百余家海内外媒体追踪报道,观众数量连年攀升,现场交易金额达数千万 ,CIMES2020展会期待您的参与!