前沿拓展:立磨品牌排行榜
不是很清楚,但是我朋友在强。联做过,效果好。某厂2×5000t/d水泥熟料生产线的生料粉磨系统采用的是单线双立磨并联方式的工艺布置型式,其四台生料磨机选用的都是MLS3626立式辊磨机。磨机自2008年9月陆续投入生产。期间经过调试、生产、故障发生及排除、技术改进和常态化维护管理等一系列艰苦的工作,逐步掌握了该型磨机的固有特性,改造了影响磨机平稳运行的不合理结构,终了四台磨机连续稳定运转。现将该型磨机的常见故障及处理方法简单总结如下。
1 分离器部故障
1.1 减速机高速轴端温度高或减速机“卡死”
目前,国产立磨分离器所配置的减速机大部分都是某进口品牌的减速机,该减速机高速轴(亦称第一级输入轴)装配形式有别于我们常见减速机的装配形式(详见图一)。
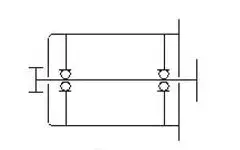
图一 示意图
其高速轴是装配在整个轴承箱体内,润滑方式也不是采用减速箱内的稀油润滑,而是润滑脂填充在轴承箱体内,试运行期间,由于润滑脂的稠度较大,以及填充量的影响,减速机高速轴端温度一般持续上升,高点接近90℃左右。但是,随着磨合期的完成,该处温度将逐渐平稳。如果温度不下降,而是持续高温,则必须打开该减速机高速轴轴承箱,检查并重新填充润滑脂,否则,将会导致轴承箱轴承“抱死”,直至减速机“卡死”现象发生。
1.2 旋转的叶轮体“卡死”
此种现象有两种可能。一是“假卡死”,所谓“假卡死”就是叶轮体主轴定位拉杆松动,叶轮外壳与分离器的迷宫密封环接触,这种现象发生时,只要进入分离器内腔,检查叶轮外壳与迷宫密封环之间的间隙是否均匀且间隙大小是否在图纸要求的2~3mm范围内,如果间隙不符合要求,只要适当调整主轴的三个定位拉杆,就能恢复叶轮体的平稳运转,此种现象处理简单。另一种现象是“真卡死”,即分离器减速机“卡死”或主轴内部轴承“抱死”或损坏,这种现象发生时,就必须将减速机或分离器主轴解体,更换损坏的轴承。

2 张紧装置部故障
2.1 蓄能器壳体温度持续升高,氮气囊频繁爆裂
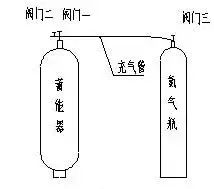
众所周知,蓄能器在液压系统中起到蓄能、保压、吸震、减震等作用。但是,如果磨机运行状况不稳定,张紧拉杆动作频繁或动作幅度过大,氮气囊频繁收缩,就会导致蓄能器壳体温度上升,直至氮气囊爆裂。解决上述现象,不能局限于蓄能器本身,根本措施在于稳定磨机工况,避免张紧拉杆非正常动作。另外,合理的充氮方法也是避免氮气囊爆裂的一个因素。一般情况下,我们都习惯于对氮气囊直接充气,这种充气方法,不能够把氮气囊中残留的空气排除,氮气囊中填充的实际是空气和氮气的混合物,这样的气体极易导致氮气囊爆裂。正确的充氮方式应该是:⑴ 将高压氮气瓶与蓄能器用专用充氮工具连接在一起(如图二所示),⑵ 打开阀门1,顶开蓄能器单向阀,使气路与蓄能器相通,⑶ 打开阀门2,联通大气,⑷迅速打开阀门3,高压氮气将从阀门2高速喷向大气,根据流体“射流”原理,这时,蓄能器中残留的空气就会被高速氮气流带入大气,⑸ 3~5秒后,迅速关闭阀门2,对蓄能器进行充气,这时的氮气囊中就会冲入纯净的氮气。一般充气压力控制在(0.33~0.66)20Mpa范围内,我们一般控制在6.5Mpa左右。
2.2 高压油泵在正常工作过程中频繁启动
在正常情况下,张紧油站具有保压功能,系统油压达到系统设定的工作压力范围时,高压泵就会自动停止工作。如果系统压力逐渐下降,高压泵频繁启动,主要原因就是张紧油缸的拉杆密封损坏,造成油缸内漏。造成拉杆密封损坏的原因主要有两个:一是张紧拉杆长期动作幅度较大,这是由磨机的工况引起的;二是液压油中存在杂质。判断某只油缸密封是否损坏的简单方法是:在磨机运行状态下,测量或手感油缸无杆腔回油管壁的温度,正常情况下,该管壁温度接近于环境温度,如果管壁的温度高于环境温度,说明该油缸存在内漏现象,需要尽快更换该油缸密封,否则,频繁启动的高压油泵就会在短期内损坏。
图二 示意图
3 磨机持续振动的原因分析及处理方法
磨机的振动问题是造成磨机不能连续平稳运行的首要问题。造成磨机振动的原因是多方面的。一般来说,入磨物料粒度太粗或太细、物料水分偏大、磨盘上料层不稳、磨内用风不合理、张紧压力不稳定、磨内进入铁器等异物等等,都可以造成磨机的振动,但是,上述振动是短期的,通过调整和优化操作,都可以在短期内减少振动直至恢复磨机的原有平稳工况。还有一种振动是持续的,是通过工艺调整和精心操作无法消除的,这就必须从设备本体上查找原因。
3.1 磨辊衬板的不均匀磨损,导致磨辊表面“失圆”或“凹坑”是磨机产生持续振动的主要原因
衬板磨损在磨机运行过程中是不可避免的,如果每个辊子上的12块衬板在运行轨迹上基本处于均匀磨损状态,将不会造成磨机的剧烈振动,多只会导致磨机台产的下降,但是,如果一个辊子上的衬板硬度不均匀,大大偏离衬板硬度必须达到HRC62±2的技术要求,磨辊衬板就会在运行过程中产生不均匀磨损,导致磨轮工作表面 “失圆”,呈现“鸭蛋形”的外型轮廓,如果是部分衬板硬度不够,则会在磨轮工作面上形成的“凹坑”,这两种现象的出现,就会导致磨机持续振动,而且振动幅度会越来越大。
解决措施:彻底更换磨辊衬板。
3.2 压力框架几何中心与磨盘的几何中心不重合,导致磨机运转过程中产生“偏载”现象,是磨机产生持续振动的另一主要原因
这种现象的产生,主要是磨机安装过程不符合规范和磨机运行过程中没有及时调整压力框架护板与磨机壳体衬板之间的间隙所导致的。
解决措施:重新找正,压力框架几何中心与磨盘的几何中心重合;找正完毕后,及时调整压力框架护板与磨机壳体衬板之间的间隙,该间隙均匀,且严格控制在8 mm的间隙要求范围内;定期、及时更换磨损的压力框架护板与磨机壳体衬板。
4 磨辊防倾覆装置的改进
众所周知,MLS3626立磨的磨辊支架与压力框架之间是通过支座上固定销、铰接座下固定销与连接板铰接在一起,这种连接方式十分脆弱,一旦磨机振动加剧,下固定销就会在开口处断裂,压力框架与磨辊支架的连接关系就被打破,此时,磨辊极容易倾覆,造成重大设备事故。
解决措施:用钢丝绳将磨辊支架与压力框架、磨辊支架与磨机壳体柔性的连接在一起,这样既能够磨辊运动的自由度,又因为钢丝绳的二次保护作用,防止了磨辊倾覆事故的发生(具体改造方案详见示意图三)。改造后的效果十分。

图三 磨辊保险丝绳绑扎示意图
5 MLX250-05带螺旋齿圆锥行星齿轮减速机的事故分析及处理
MLS3626立磨的主减速机为MLX250-05带螺旋齿圆锥行星齿轮减速机。
2008年9月投产以来,有一台减速机先后发生了推力瓦移位和箱体内行星轮转架与浮动太阳轮顶端发生剧烈摩擦等两起设备事故,由于我们发现及时,果断停机,迅速查找原因,在上述两起设备事故刚刚发生、尚未造成重大设备事故之时,及时组织抢修,用低的费用、短的时间迅速修复该减速机,了生产正常进行。
5.1 MLX250-05减速机概况
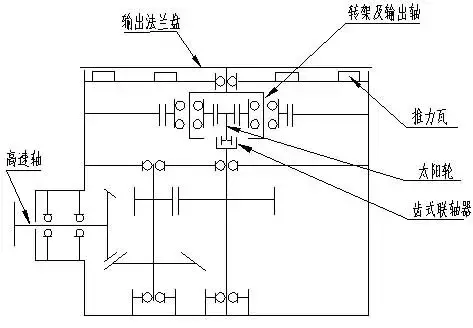
MLX250-05减速机采用带螺旋齿的行星传动,结构见图四。
结构特点:太阳轮为浮动轮,行星轮及转架整体浮动,行星轮为3轮均载装置;行星轮转架及输出轴与减速机输出法兰刚性连接在一起;输出法兰下端有12块推力瓦。
基本参数:额定功率2200KW;传动比i=38.677;输入转速994r/min;质量59t。
5.2 推力瓦移位事故分析及处理
(1) 现象:减速机稀油站的高压油部分,部分高压油管压力突然消失或大幅下降,减速机输出法兰在运行过程中出现较大幅度的摆动现象,打开减速机上壳体检查门观察,发现部分推力瓦出现位移现象。
(2) 事故原因分析:原料磨机振动幅度持续偏大,减速机输出法兰受力不均产生“偏载”现象,部分推力瓦受到周期性的较大的剪切力作用,导致推力瓦下定位销钉剪断,推力瓦位移。由于推力瓦上的高压橡胶油管结构比较紧凑,推力瓦移位后将油管拉断,致使油管压力突然消失或大幅下降。
(3)措施:解体减速机,修复、复位位移的推力瓦;加大推力瓦的定位销钉和防偏摆销钉的直径,由原来的φ10改成φ16,以增加销钉的抗剪切能力;降低磨机的振动值,从根本上消除造成推力瓦位移的隐患;增加对减速机尤其是减速机稀油站的巡检力度,发现问题及时处理。
图四 减速机结构原理
5.3 太阳轮上端磨损事故分析及处理
(1)现象:减速机运行过程中,从减速机透气帽和油站回油管出口处冒出淡蓝色烟雾且伴有刺鼻的气味,严重时减速机壳体内的润滑油会发生“喷爆”现象并伴有较大的爆炸声,部分润滑油从减速机透气帽和输出法兰的迷宫密封处喷射出来,此时减速机的各项运行参数基本正常,但是仔细检查后发现减速机壳体油箱内和油站回油过滤器内有部分金属碎片。减速机解体后发现,太阳轮上端与转架下端发生严重摩擦,太阳轮上球顶已不存在,太阳轮轴的鼓型齿式联轴器的轮齿磨损量较大,部分轮齿出现崩裂现象。
(2)事故原因分析:太阳轮上端与转架下端发生严重摩擦,太阳轮上球顶已不存在,太阳轮轴的鼓型齿式联轴器的轮齿磨损量较大,部分轮齿出现崩裂现象,表明整个行星轮系存在有非正常轴向力,导致整个转架和太阳轮轴向窜位量加大;该机的行星轮和太阳轮都是直齿轮,设计上转架与太阳轮球顶之间保留有2~3mm间隙,因此从理论上讲,不存在轴向力,转架与太阳轮球顶之间不会发生接触摩擦,但是,原料磨机振动幅度持续偏大,减速机输出法兰受力不均产生“偏载”现象,从而影响行星轮与内齿圈的正常啮合,产生轴向力,转架下窜与太阳轮球顶接触产生摩擦,摩擦产生的巨大热量导致部分润滑油燃烧,产生烟气,严重时发生“喷爆”现象;由于整个行星轮系轴向窜位量加大,导致鼓型齿式联轴器的轮齿部位发生“插齿”现象,轮齿出现非正常磨损。
(3)措施:更换太阳轮轴;降低磨机的振动值,防止减速机输出法兰出现“偏载”现象;对减速机进行状态检测,若发现异常情况,应及时检查修理,避免重大设备事故的发生。
6 结束语
采用国产立磨代替进口立磨是目前新型干法水泥生产线建设的总体趋势。但是,由于种种原因,国产立磨(比如MLS3626立磨)的技术尚不十分成熟。加强国产立磨的维护保养,掌握她的固有特性,及时发现设备隐患并及时排除,是管好、用好国产立磨的关键,也是对实现新型干法水泥生产线主机设备国产化所做的有益的贡献。
微信搜索“中国水泥备件网”,查看更多精彩详情。
拓展知识:立磨品牌排行榜
角磨机什么牌子的好?角磨机的选择方法:
1)如果您是低于2个小时作业的非持续作业用户,可以选择100元左右的,不过不要强烈按压,大工作量磨削抛光
2)如果您是5个小时作业量的,可以选择160元左右的角磨机,这个也不能长时间持续强烈按压作业
3)如果您是8-10个小时作业,又需要长时间持续强烈按压作业的,齿轮电机都超耐用的,售后服务有的,可以选择德国泛音角磨机
4)如果您是10个小时以上持续作业,不论割墙槽,磨钢铁,切石材,抛光器,需要长时间持续作业,电机发热量小,齿轮,轴承,电机,都要求耐用的,可以选择德国泛音高频打磨机
国产角磨机中档次的哪个牌子好
角磨机也不是什么大件 买个博世的 也就300多块还耐用
国产还中档 那就随便挑一个吧 没啥选择的
角磨机什么品牌的好
别听楼上,如果进口博士要好很多,质量在那放著,如果国产就随便了,因为制造工艺都一样
角磨机什么牌子好?
角磨机是我们现代日常生活中常见的一种用于玻璃钢切削和打磨的磨具。它是利用高速旋转的薄片砂轮以及橡胶砂轮、钢丝轮等对金属构件进行磨削、切削、除锈、磨光加工。角磨机什么牌子好? 角磨机哪个牌子好?
角磨机,又称研磨机或盘磨机,是用于玻璃钢切削和打磨的一种磨具。市场上由很多品牌角磨机,例如:日立角磨机、得伟角磨机、博世角磨机等。这么些角磨机品牌,哪个好用呢?
一、DEVON 大有
泉峰集团是专业从事电动工具及相关产品研发、 设计、 制造、 测试、 销售和售后服务的 行业解决方案提供商。 泉峰与诸多建材超市、 百货连锁店、 分销商及电动工具品牌制 造商建立了广泛而深入的战略合作伙伴关系, 是电动工具专业供应商
二、博世(BOSCH )
始于1886年德国,世界品牌,电动工具领先生产商,行业影响力品牌,博世电动工具(中国)有限公司
三、牧田MAKITA
创业于1915年日本,大型跨国企业,世界上大的专门生产专业电动工具的制造商之一,牧田(中国)有限公司 )
四、Hitachi日立
的日本工业品牌的代表,世界大的综合跨国集团之一,较早进入中国的外资企业,日立(中国)有限公司 )
五、锐奇(KEN)
曾获中国,上海商标,高新技术企业,国内具竞争力的专业电动工具制造商之一,上海锐奇工具股份有限公司
六、东成
江苏省商标,江苏,专业电动工具制造重点骨干企业之一,行业领先品牌,江苏东成电动工具有限公司
七、得伟DEWALT
得伟DEWALT隶属于大的电工工具生产商之一的史丹利百得公司,领先的工具制造商,品牌,美国史丹利百得公司
八、麦太保METABO
麦太保METABO于1924年德国,德国的专业电动工具制造商之一,大型跨国企业,世界品牌,麦太保电动工具(中国)有限公司
以上提名由华南城网提供,排名不分先后顺序,仅供参考,不代表百度官方意见
国内市场角磨机哪个牌子好
我们用的是威马的气动角磨机,原装台湾进口品质,用了这么多年,都没出过什么问题
角磨机好的品牌有哪些
我用的耐用的就是进口607款单模科技角磨机,其他不想用
什么牌子的角磨机好 角磨机十大品牌排行榜
牧科特,牧田厂生产的好的一款,机型款式已注册专利,质量,寿命完胜所有!900w功率,可以长时间工作。
角磨机什么牌子的好
必须是威克士,角磨机属于威克士的核心产品,高端市场占有率高;、
一些重大工程或者要求比较高的高端制造业基本上都是用的威克士,比如三一重工、宇通客户、扬子江造船什么的。
而且威克士前几年推出的细手柄角磨机,几乎是开创了行业先河,两三年过去的现在,市场上基本所有的品牌角磨机都是主打细手柄,管中窥豹由此可见威克士角磨机的行业地位。
买什么牌子角磨机好耐用
建议买国产的,金属作业可以购买锐奇9913,博大G2-100,东成9500款,石材作业可以购买锐奇9923,锐奇9911B.市场价格都是在300以内. 进口机型金属打磨作业日立.牧田.博世都可以的,但不适合石材加工,石材加工可以购买得纬811. 角磨机品种多,大多所谓进口机都是在我国贴牌生产,且价格偏高,支持国产,希望建议你能用的上